Inquire: Call 0086-755-23203480, or reach out via the form below/your sales contact to discuss our design, manufacturing, and assembly capabilities.
Quote: Email your PCB files to Sales@pcbsync.com (Preferred for large files) or submit online. We will contact you promptly. Please ensure your email is correct.
Notes: For PCB fabrication, we require PCB design file in Gerber RS-274X format (most preferred), *.PCB/DDB (Protel, inform your program version) format or *.BRD (Eagle) format. For PCB assembly, we require PCB design file in above mentioned format, drilling file and BOM. Click to download BOM template To avoid file missing, please include all files into one folder and compress it into .zip or .rar format.
If you’ve spent any time on the manufacturing floor or reviewed fabrication quotes, you already know that PCB drilling is where the real magic—and headaches—happen. After 15 years of designing boards and working with fab houses across three continents, I can tell you that drilling accounts for roughly 30-40% of the total manufacturing cost and is the single most time-consuming step in the entire process.
This guide covers everything from basic hole types to advanced techniques like backdrilling and laser ablation. Whether you’re a design engineer trying to optimize your layouts or a procurement manager evaluating fabrication capabilities, you’ll find actionable information that translates directly to better boards and lower costs.
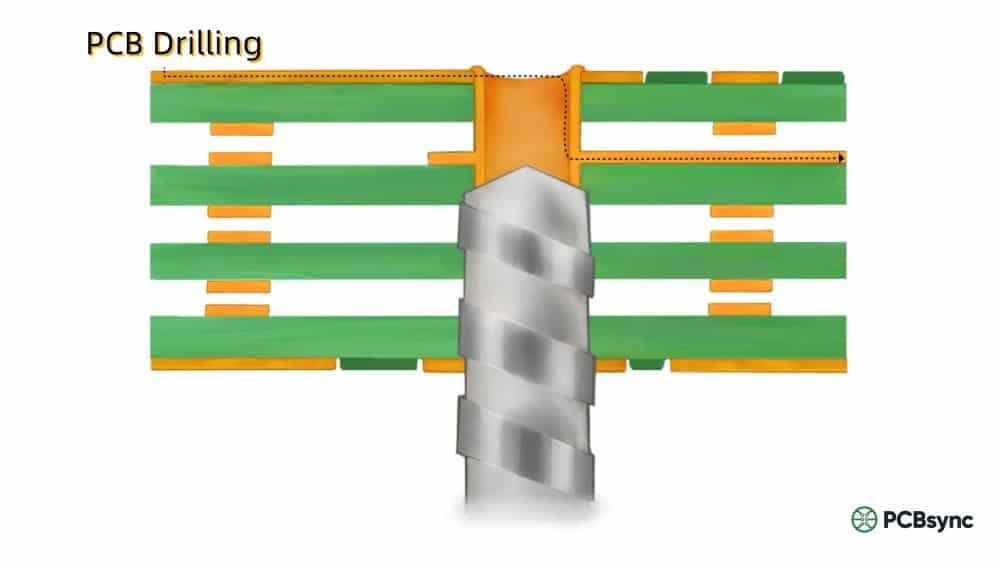
PCB drilling is the process of creating holes in a printed circuit board—whether for mounting through-hole components, connecting layers via plated holes, or providing mechanical mounting points. It sounds straightforward, but the reality is far more complex.
A typical 4-layer board might have 500-2,000 holes, each requiring precise placement within ±0.05mm. Miss that tolerance on a BGA via, and you’ve got a board destined for the scrap bin. The drilling process must handle multiple materials simultaneously—copper, fiberglass, and epoxy resin—each with different thermal and mechanical properties.
Why PCB Drilling Matters for Your Design
Beyond the obvious need for component mounting, drilling directly affects signal integrity in high-speed designs. Via stubs from through-holes create impedance discontinuities that degrade signal quality above 3-5 Gbps. The smoothness of hole walls determines plating uniformity, which in turn affects reliability over thermal cycling.
I’ve seen boards fail field testing because of microscopic resin smear inside vias that wasn’t caught during inspection. The drilling operation sets the foundation for everything that follows—electroless copper deposition, electroplating, and ultimately, your product’s long-term reliability.
Types of PCB Holes: Understanding Your Options
Not all holes are created equal. Each type serves a specific purpose, and understanding these differences is crucial for optimizing your design for manufacturability and cost.
Plated Through Holes (PTH)
PTH vias are the workhorses of multilayer boards. They span the entire board thickness and receive copper plating on the barrel walls, creating electrical connections between all layers. Standard PTH diameters range from 0.2mm to 0.4mm for signal vias, with larger sizes (0.8mm-1.0mm) for component leads.
Non-Plated Through Holes (NPTH)
NPTH holes don’t receive copper plating—they’re purely mechanical. Use them for mounting screws, alignment pins, or heat dissipation where electrical isolation is required. Typical tolerances are ±0.05mm for standard applications.
Blind Vias
Blind vias connect an outer layer to one or more inner layers without penetrating the entire board. They’re laser-drilled from the surface and enable higher routing density beneath BGA packages. A 4-layer board might have blind vias from Layer 1 to Layer 2, invisible from the bottom side.
Buried Vias
Buried vias exist entirely within the board stackup, invisible from both surfaces. In a 6-layer design, a buried via might connect Layer 2 to Layer 5. They require sequential lamination, adding cost but enabling maximum density for HDI designs.
Microvias
Microvias are laser-drilled holes with diameters below 150μm (0.15mm), typically connecting adjacent layers only. They’re essential for HDI boards and fine-pitch components. The IPC defines microvias as having a maximum aspect ratio of 1:1, meaning the depth equals the diameter.
PCB Hole Types Comparison
Hole Type
Typical Size
Drill Method
Aspect Ratio
Application
PTH Via
0.2–0.4mm
Mechanical
≤10:1
Layer interconnect
Blind Via
0.1–0.15mm
Laser
≤1:1
HDI, BGA fanout
Buried Via
0.15–0.3mm
Mechanical
≤8:1
Dense inner routing
Microvia
0.075–0.15mm
Laser (UV)
0.75:1–1:1
Via-in-pad, HDI
NPTH
2.0–6.0mm
Mechanical
N/A
Mounting, alignment
PCB Drilling Methods: Mechanical vs. Laser
Choosing between mechanical and laser drilling isn’t just about hole size—it’s about matching the technology to your specific requirements for speed, precision, cost, and material compatibility.
Mechanical Drilling: The Industry Workhorse
Mechanical drilling remains the dominant method for PCB fabrication, handling everything from standard PTH vias to large mounting holes. Modern CNC drilling machines operate at spindle speeds of 100,000-350,000 RPM, with some high-end systems reaching 350,000 RPM for micro-drilling applications.
Key characteristics of mechanical drilling:
Minimum practical hole diameter: 0.15mm (6 mil) for standard boards
Maximum aspect ratio: 10:1 for reliable plating
Positional accuracy: ±0.025mm on modern equipment
Throughput: Up to 30,000 holes per hour
Works on all standard substrates including FR-4, Rogers, and polyimide
The main limitation of mechanical drilling is physical: drill bits below 0.15mm diameter become fragile and prone to breakage. Bit life decreases rapidly with smaller diameters—a 0.3mm bit might survive 3,000 hits on FR-4, while a 0.15mm bit may only last 500 hits before requiring replacement.
Laser Drilling: Precision for HDI Applications
Laser drilling uses focused energy to ablate material, creating holes through thermal or photochemical processes. Two laser types dominate PCB applications: CO2 lasers (10.6μm wavelength) and UV lasers (355nm wavelength).
CO2 Laser Drilling
CO2 lasers excel at removing dielectric materials but struggle with copper. They’re commonly used for drilling through resin and glass after copper windows have been etched to expose the target area. Hole sizes range from 75μm to 150μm.
UV Laser Drilling
UV lasers use photochemical ablation—a “cold” process that minimizes thermal damage to surrounding materials. They can drill through copper and dielectric in a single operation, achieving hole sizes down to 25μm. The tradeoff is slower processing speed and higher equipment cost.
Read more: A Step-by-Step Introduction of PCB Manufacturing :
Understanding the complete drilling workflow helps you anticipate potential issues and communicate effectively with your fabricator. Here’s how the process unfolds in a typical production environment.
Step 1: Drill File Preparation
Everything starts with the Excellon drill file—an industry-standard NC format that specifies XY coordinates and hole diameters. Your CAD software generates this file, but always verify it includes all hole sizes, correct units (metric vs. imperial), and proper zero-point reference. A missing drill file or incorrect format is one of the most common reasons for fabrication delays.
Step 2: Stack-Up and Panel Preparation
Panels are stacked in precise alignment using tooling pins. A typical stack might include: aluminum entry foil on top (dissipates heat and prevents burrs), 2-5 PCB panels, and phenolic backup material at the bottom (provides exit support). The number of panels drilled simultaneously depends on board thickness and hole requirements.
Step 3: CNC Machine Setup
The drill file is loaded into the CNC controller, which calculates optimal tool paths and drilling sequences. Spindle speed, feed rate, and retract rate are set based on hole diameter, material type, and stack height. These parameters directly affect hole quality—too fast creates burrs; too slow causes excessive heat.
Step 4: Drilling Execution
The CNC machine drills one hole at a time, though multi-spindle machines can process multiple holes simultaneously. Compressed air and vacuum systems continuously remove debris. Drill bits are automatically changed based on hole diameter requirements and tool life tracking.
Step 5: Post-Drilling Processing
After drilling, boards undergo critical cleaning steps:
Deburring: Mechanical brushing removes copper burrs from hole entries and exits
Desmearing: Chemical or plasma treatment removes resin smear from hole walls—essential for reliable plating
Cleaning: Ultrasonic or high-pressure cleaning removes all drilling debris before copper deposition
Critical PCB Drilling Parameters
Several key parameters determine drilling success. Understanding these helps you design boards that are manufacturable and specify requirements accurately.
Aspect Ratio: The Golden Rule
Aspect ratio (AR) is the ratio of board thickness to drilled hole diameter. It’s the single most important parameter for ensuring reliable via plating. IPC-2221A recommends a maximum AR of 8:1 for through-hole vias, though many fabricators can achieve 10:1 reliably.
Higher aspect ratios make copper plating more difficult—the plating solution must travel deeper into narrower holes, resulting in thinner copper at the center of the barrel. This creates weak points that can crack during thermal cycling.
Aspect Ratio Formula:
Aspect Ratio = Board Thickness ÷ Drilled Hole Diameter
For a 1.6mm board with 0.2mm holes, the aspect ratio is 8:1—right at the recommended limit. Using 0.3mm holes on the same board gives you a more comfortable 5.3:1 ratio.
Drill-to-Copper Clearance
Drill-to-copper clearance is the minimum distance between a drilled hole and the nearest copper feature on the same layer. The standard minimum is 0.2mm (8 mil), accounting for drill registration tolerances and preventing accidental shorts from drill wander.
Annular Ring Requirements
The annular ring is the copper remaining between the drilled hole edge and the pad edge. IPC Class 2 requires a minimum of 0.05mm (2 mil) annular ring; Class 3 specifies 0.075mm (3 mil). Under-designed annular rings result in breakout—where the drill removes pad copper—causing open circuits or weak solder joints.
Common PCB Drilling Problems and Solutions
Even with proper planning, drilling defects occur. Knowing what to look for—and how to prevent it—saves significant rework costs.
Resin Smear
Problem: Melted resin coats the hole walls, insulating the copper layers and preventing electrical connection after plating.
Solution: Optimize drilling parameters to reduce heat generation. Implement thorough desmear processing using potassium permanganate or plasma etch. Consider lower spindle speeds for resin-rich materials.
Burr Formation
Problem: Copper burrs protrude at hole entries or exits, interfering with subsequent processing and potentially causing shorts.
Solution: Use proper entry and backup materials. Replace drill bits before they become dull. Optimize feed rate—too aggressive causes exit burrs; too slow causes entry burrs. Implement mechanical deburring with orbital scrubbers.
Drill Wander and Misregistration
Problem: Holes are positioned incorrectly relative to the design, causing pad breakout or insufficient annular ring.
Solution: Verify drill file accuracy before production. Use X-ray drilling for inner layer registration in multilayer boards. Maintain machine calibration and spindle run-out specifications.
Rough Hole Walls
Problem: Hole walls show tearing or fiber pullout, resulting in uneven plating and potential reliability issues.
Solution: Increase spindle speed for cleaner cuts. Replace worn drill bits more frequently. For high-Tg materials, consider specialized drill bit geometries with higher helix angles.
PCB Drill Bits: Types and Selection
The drill bit is where the rubber meets the road—or rather, where the tungsten carbide meets the FR-4. Choosing the right bit for your application significantly impacts hole quality and production costs.
Carbide vs. HSS: No Contest
For PCB drilling, tungsten carbide bits are the only serious option. They’re harder, maintain sharp edges longer, and handle the abrasive glass fibers in FR-4 far better than high-speed steel (HSS). While carbide bits cost 3-5x more than HSS, they last 10-20x longer in production—a clear economic winner.
The downside of carbide is brittleness. Any lateral loading—from machine vibration, improper entry, or warped panels—can snap the bit. This is especially critical for micro-drills below 0.2mm, where a sneeze in the wrong direction feels like it could break the bit.
Standard Drill Bit Sizes
Application
Diameter (mm)
Diameter (mils)
Microvias (HDI)
0.075 – 0.15
3 – 6
Signal Vias
0.2 – 0.35
8 – 14
Standard THT Components
0.8 – 1.0
32 – 40
Connectors, Headers
1.0 – 1.2
40 – 47
Mounting Holes
2.5 – 3.5
98 – 138
Advanced PCB Drilling Techniques
Beyond standard through-hole drilling, several advanced techniques address specific design challenges in high-speed and high-density applications.
Backdrilling for Signal Integrity
Via stubs—the unused portion of a through-hole via—act as antenna stubs that reflect high-frequency signals, causing insertion loss and crosstalk. Backdrilling removes this stub by drilling from the opposite side with a slightly larger bit, stopping just short of the signal layer.
For data rates above 5-6 Gbps, backdrilling is often essential. The stub length should be reduced to 0.1-0.2mm for optimal performance. This requires tight control of drill depth—typically ±0.05mm tolerance—and careful coordination between the design file and fabricator.
Controlled-Depth Drilling
Controlled-depth drilling creates blind holes using mechanical drilling instead of laser. It’s used for larger blind vias (>0.2mm) where laser drilling would be too slow or expensive. The CNC machine uses surface sensing and linear scale feedback to achieve depth accuracy within ±0.05mm.
Sequential Lamination Drilling
Complex HDI boards require multiple drilling and lamination cycles. A typical 2+N+2 stackup involves drilling and plating the core, laminating additional layers, drilling blind vias, and repeating. Each cycle adds cost but enables routing densities impossible with conventional construction.
Design Tips for Better Drilling Results
As a design engineer, you have significant influence over drilling success. These practical guidelines will help you create boards that fabricate reliably and cost-effectively.
Standardize your via sizes. Using 3-4 via sizes across your design reduces drill changes and improves consistency. Avoid specifying exotic sizes that require special tooling.
Respect aspect ratio limits. Calculate your worst-case aspect ratio before finalizing the stackup. For thick boards (>2mm), you may need larger vias than you’d prefer.
Design adequate annular rings. A 0.1mm (4 mil) annular ring provides pcb manufacturing margin without excessive pad size. Tighter rings increase rejection rates.
Avoid high drill density in small areas. Excessive drilling in concentrated areas generates heat that can cause delamination. Spread vias when possible.
Include tooling holes in your design. Adding 3-4 tooling holes in standard locations (typically board corners) facilitates panel registration and testing.
Verify your drill files. Use your CAD software’s drill report to confirm hole counts and sizes match your design intent before sending files to fabrication.
Useful Resources and Standards
These resources provide additional depth on PCB drilling specifications and best practices.
Industry Standards
IPC-2221A: Generic Standard on Printed Board Design – includes aspect ratio and clearance guidelines
IPC-2226: Design Standard for HDI Printed Boards – microvia specifications
IPC-DR-572A: Drilling Guidelines for Printed Boards – comprehensive drilling parameters
IPC-6012: Qualification and Performance Specification for Rigid Printed Boards
Online Resources
IPC Standards Downloads: shop.ipc.org – Official IPC document repository
Altium Technical Resources: resources.altium.com – Design guidelines and tutorials
For mechanical drilling, the practical minimum is 0.15mm (6 mil) for standard FR-4 boards. Smaller holes require laser drilling, which can achieve 0.075mm (3 mil) with CO2 lasers and 0.025mm (1 mil) with UV lasers. Your fabricator’s capabilities determine the actual minimum—always verify before finalizing your design.
How does PCB drilling affect manufacturing cost?
Drilling is typically 30-40% of total fabrication cost. Costs increase with smaller holes (faster tool wear), higher hole counts (longer cycle time), tighter tolerances (slower feed rates), and special processes like laser drilling or backdrilling. Using holes ≥0.25mm and keeping aspect ratios below 8:1 minimizes drilling costs.
When should I use laser drilling instead of mechanical drilling?
Use laser drilling when you need holes smaller than 0.15mm, blind or buried microvias, via-in-pad construction for fine-pitch BGAs, or HDI designs requiring multiple stackup layers. Laser drilling adds 30-50% to board cost but enables routing densities impossible with mechanical drilling alone.
What aspect ratio should I target for reliable vias?
IPC recommends ≤8:1 for through-hole vias; most fabricators reliably achieve 10:1. For microvias, maintain ≤1:1 (hole depth equals diameter). Stacked microvias should individually meet this ratio. Lower aspect ratios improve plating uniformity and long-term reliability—if your design allows, target 6:1 or better.
How do I specify drilling requirements in my fabrication files?
Export your design in Excellon format (the industry standard for drill files), including separate files for PTH and NPTH holes. Provide a drill table or fabrication drawing listing all hole sizes, tolerances, and plating requirements. Specify hole types explicitly: plated vs. non-plated, through vs. blind/buried. Include a README with any special requirements like backdrilling depths or controlled-depth specifications.
Wrapping Up: The Path to Better PCB Drilling
PCB drilling sits at the intersection of design intent and manufacturing reality. Every via and hole on your board represents a decision that affects cost, reliability, and performance. By understanding the capabilities and limitations of both mechanical and laser drilling, you can make informed design choices that result in boards that work right the first time.
The key takeaways? Respect aspect ratio limits, design adequate annular rings, standardize your via sizes, and communicate clearly with your fabricator about special requirements. When in doubt, send a preliminary design review—most fabricators are happy to flag potential issues before they become expensive problems.
Whether you’re designing consumer electronics or aerospace-grade hardware, the fundamentals of good drilling practice remain constant. Master these principles, and you’ll spend less time debugging fabrication issues and more time creating innovative products that work as designed.
Inquire: Call 0086-755-23203480, or reach out via the form below/your sales contact to discuss our design, manufacturing, and assembly capabilities.
Quote: Email your PCB files to Sales@pcbsync.com (Preferred for large files) or submit online. We will contact you promptly. Please ensure your email is correct.
Notes: For PCB fabrication, we require PCB design file in Gerber RS-274X format (most preferred), *.PCB/DDB (Protel, inform your program version) format or *.BRD (Eagle) format. For PCB assembly, we require PCB design file in above mentioned format, drilling file and BOM. Click to download BOM template To avoid file missing, please include all files into one folder and compress it into .zip or .rar format.





{kind=link}