Inquire: Call 0086-755-23203480, or reach out via the form below/your sales contact to discuss our design, manufacturing, and assembly capabilities.
Quote: Email your PCB files to Sales@pcbsync.com (Preferred for large files) or submit online. We will contact you promptly. Please ensure your email is correct.
Notes: For PCB fabrication, we require PCB design file in Gerber RS-274X format (most preferred), *.PCB/DDB (Protel, inform your program version) format or *.BRD (Eagle) format. For PCB assembly, we require PCB design file in above mentioned format, drilling file and BOM. Click to download BOM template To avoid file missing, please include all files into one folder and compress it into .zip or .rar format.
If you’ve spent any time in PCB manufacturing or assembly, you’ve probably encountered those frustrating bubbles and raised areas on your boards. That’s PCB blistering—and it’s more than just a cosmetic issue. After 15 years of troubleshooting PCB defects in various manufacturing environments, I can tell you that blistering remains one of the most common quality challenges we face in our industry.
This guide breaks down everything you need to know about PCB blistering: what causes it, how to prevent it, and what to do when it happens. Whether you’re a process engineer trying to reduce defect rates or a quality inspector looking to understand failure mechanisms, you’ll find practical, actionable information here.
PCB blistering is a localized swelling and separation that occurs between the layers of a laminated substrate, or between a substrate and its conductive foil or protective coating. According to IPC-A-610 standards, blistering is classified as a form of delamination—but with a distinct bubble-like appearance.
When you examine a blistered PCB, you’ll typically see raised areas that look like bubbles trapped under the surface. These can appear on bare boards during fabrication or show up after soldering during assembly. The location of blistering often provides clues about its root cause:
Blisters around solder pads: Usually indicate moisture or flux-related issues
Blisters on the board surface: Often point to lamination or material problems
Blisters near via holes: Suggest plating or chemical processing defects
PCB Blistering vs. Delamination vs. Measling
These three defects are related but distinct. Understanding the differences helps with accurate diagnosis:
Defect Type
Appearance
Location
Primary Cause
PCB Blistering
Bubble-like raised areas, localized swelling
Surface layers, around pads
Trapped moisture/gas expanding under heat
Delamination
Broad separation between layers, whitish discoloration
Inner or outer layers
Adhesive bond failure, thermal stress
Measling
Small white spots or crosses within the laminate
Internal weave pattern
Resin separation from glass fibers
Blistering is essentially a more severe, localized form of delamination. When internal pressure builds up—typically from trapped moisture converting to steam—it creates those characteristic bubble-shaped separations.
Common Causes of PCB Blistering
Understanding why blistering occurs is the first step toward preventing it. In my experience, most cases trace back to one of these root causes:
Moisture Absorption and Trapped Humidity
This is the number one culprit behind PCB blistering. PCB substrate materials like FR-4 are hygroscopic—they absorb moisture from the air. When boards are stored improperly or exposed to humid environments, water molecules penetrate the laminate structure.
During soldering, board temperatures can exceed 250°C. At these temperatures, trapped moisture rapidly converts to steam, generating internal pressure that forces layers apart. The expansion is dramatic: water vapor occupies about 1,600 times the volume of liquid water at these temperatures.
How moisture enters the PCB:
Moisture ingress occurs through multiple pathways during the board’s lifecycle:
During Manufacturing: Incomplete drying between wet processing steps (etching, plating, cleaning) can leave residual moisture trapped within the structure. Lamination with inadequately dried prepreg seals moisture between layers.
During Storage: Improperly packaged boards absorb atmospheric moisture. Standard FR-4 can absorb 0.1-0.2% moisture by weight when exposed to ambient humidity. While this sounds small, it’s enough to cause significant blistering during thermal exposure.
After Package Opening: Once Moisture Barrier Bags (MBBs) are opened, the clock starts ticking. In a typical manufacturing environment (25°C, 50% RH), boards begin absorbing moisture immediately. Exposure exceeding 8 hours typically requires pre-baking before assembly.
The most vulnerable points include:
Via hole walls (where moisture can wick into the substrate)
Interfaces between copper and substrate
Areas with inadequate resin coverage
Edge regions of the board
Around drill holes and mechanical features
Moisture also contributes to a phenomenon called Conductive Anodic Filamentation (CAF), where electrochemical reactions create conductive pathways between conductors. While CAF is a separate failure mode, its presence often correlates with conditions that also promote blistering.
Thermal Stress During Soldering
Repeated thermal cycles stress the bond between PCB layers. Each material in your board stack-up has a different Coefficient of Thermal Expansion (CTE):
Copper: ~17 ppm/°C
FR-4 (X-Y axis): ~14-17 ppm/°C
FR-4 (Z-axis): ~50-70 ppm/°C
This CTE mismatch means layers expand at different rates during heating. Over time, or with rapid temperature changes, these differential stresses can weaken adhesive bonds and create pathways for delamination.
The critical threshold is the material’s Glass Transition Temperature (Tg). Standard FR-4 has a Tg around 130-140°C, while high-Tg materials reach 170°C or higher. Operating above Tg significantly increases Z-axis expansion and blistering risk.
Here’s what happens at the molecular level: below Tg, the resin matrix is rigid and glassy. Above Tg, it becomes rubbery and pliable. This transition dramatically increases Z-axis expansion—sometimes by a factor of 4-5x. For a multilayer board going through lead-free reflow at 260°C peak, the Z-axis expansion can create tremendous stress on via structures and interlayer bonds.
Thermal Profile Considerations:
The rate of temperature change matters as much as the absolute temperature. Rapid heating creates thermal gradients across the board—the surface heats faster than the core, and thin areas heat faster than thick areas. These gradients generate internal stresses that can initiate blistering at weak points.
Per IPC J-STD-001 recommendations:
Preheat ramp rate: 1-3°C/second maximum
Peak temperature for lead-free: 235-260°C (component-dependent)
Surface cleanliness directly affects adhesion strength between layers. Common contaminants that cause blistering include:
Oil residues from drilling, lamination, or handling
Dust particles introduced during manufacturing
Chemical residues from incomplete rinsing after etching or plating
Oxidation films on copper surfaces
When contaminants exist at the interface between substrate and copper (or between solder mask and substrate), they create weak points. Under thermal stress, these weak points become initiation sites for blistering.
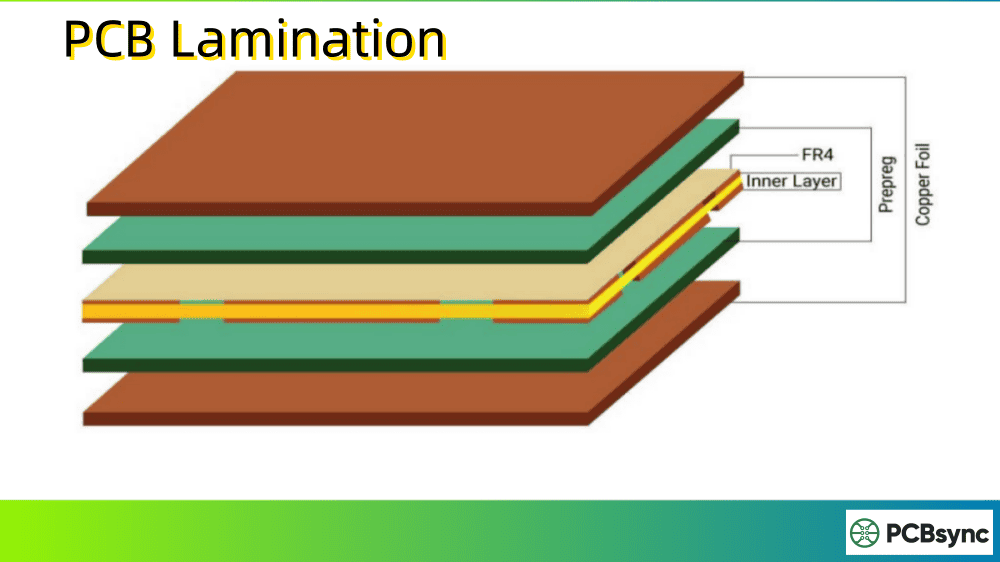
Inadequate Lamination Bonding
Problems during the lamination press cycle can leave boards predisposed to blistering:
Insufficient pressure: Results in incomplete bonding between prepreg and copper
Incorrect temperature profile: Either undercure (weak bonds) or overcure (brittle resin)
Void formation: Air pockets trapped during lamination become stress concentrators
Electroless Copper Plating Issues
During the PTH (Plated Through Hole) process, electroless copper adhesion is critical. Several factors can compromise this bond:
Excessive micro-etching before plating
Bath chemistry imbalances (particularly in the activator)
Overly aggressive brushing that damages hole walls
Insufficient rinsing between process steps
When the electroless copper doesn’t adhere properly, the plated copper layer becomes susceptible to lifting and blistering during thermal excursions.
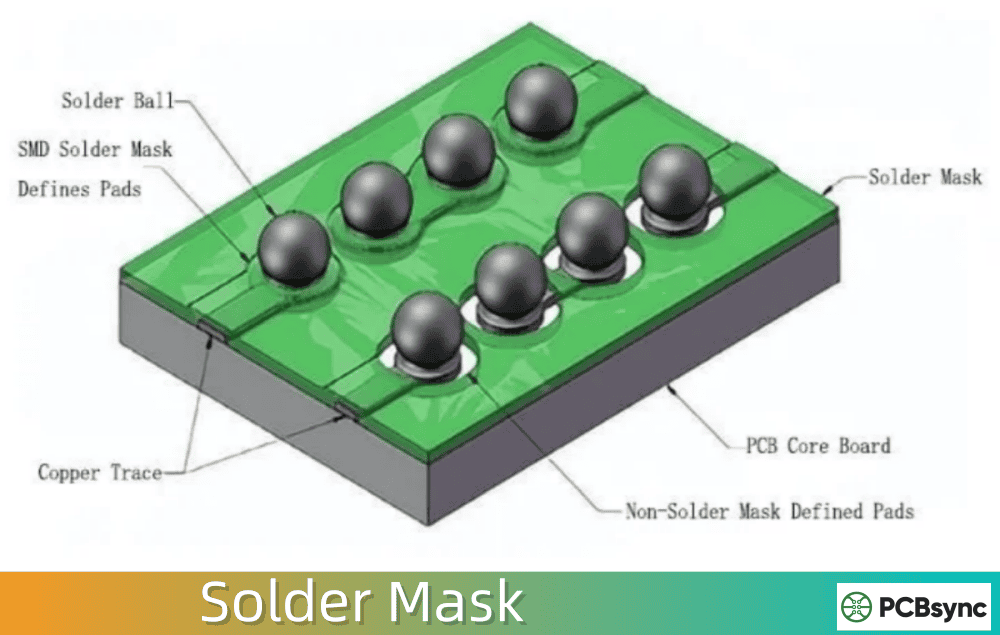
Solder Mask Adhesion Problems
Solder mask blistering is its own category of defects. The green (or other color) protective coating can blister due to:
Improper surface preparation before mask application
Incorrect cure parameters (temperature, time, or UV exposure)
Trapped solvents within the coating
Moisture absorption after curing but before soldering
Understanding Solder Mask Chemistry:
Modern Liquid Photoimageable Solder Masks (LPSM or LPI) contain complex mixtures of resins, photoinitiators, fillers, and solvents. The curing process involves both UV exposure (to crosslink the photoactive components) and thermal bake (to complete crosslinking and drive off remaining solvents).
The Glass Transition Temperature of typical solder mask materials ranges from 150-180°C. During reflow soldering, temperatures can exceed the solder mask’s Tg, causing it to soften. If adhesion to the underlying substrate is compromised, or if trapped volatiles expand, blistering results.
Common Solder Mask Blistering Scenarios:
Post-Reflow Blisters Around Pads: Often caused by flux residues or moisture trapped at the solder mask-copper interface. The heat concentrates around solder joints, making these areas particularly vulnerable.
Widespread Surface Blistering: Usually indicates inadequate cure or surface contamination before mask application.
Delayed Blistering (appearing hours or days after soldering): Suggests thermal damage that weakened the adhesive bond, with subsequent environmental stress completing the failure.
Prevention Tips:
Ensure copper surface is clean and micro-roughened before mask application
Verify complete solvent removal through appropriate post-bake
Store coated boards properly to prevent moisture absorption
At Which Stages Does PCB Blistering Occur?
Blistering can manifest at different points in the product lifecycle, and the timing often indicates the root cause:
During PCB Fabrication
Blisters appearing during manufacturing typically indicate:
Lamination process failures
Chemical processing contamination
Inadequate drying between process steps
Material quality issues with raw laminates
During Soldering and Assembly
This is the most common time for blistering to appear. The high temperatures of reflow or wave soldering provide the thermal energy needed to:
Vaporize absorbed moisture
Expand trapped gases
Stress weakened adhesive bonds
For wave soldering, PCBs experience temperatures around 250-280°C for several seconds. Reflow soldering (especially lead-free) subjects boards to peak temperatures of 240-260°C. Either process can trigger latent blistering issues.
During Field Operation
Blistering that appears during product use indicates:
Marginal manufacturing quality that passed inspection but failed under operational stress
Thermal cycling from power cycling or environmental temperature changes
Moisture ingress in non-hermetic enclosures
Field Failures Are Costly:
When blistering occurs in deployed products, the consequences extend beyond the immediate failure:
Warranty Claims: Field failures due to PCB defects generate costly warranty repairs and replacements
More aggressive pre-baking, lower moisture content specs
Industrial
Chemical exposure, vibration
Enhanced material specifications, conformal coating
This is why prevention during manufacturing is so critical—once products ship, there’s no opportunity to address latent blistering issues.
How to Prevent PCB Blistering
Prevention is always more cost-effective than repair or rejection. Here are proven strategies for minimizing blistering:
Pre-Bake Protocols
Baking PCBs before assembly removes absorbed moisture. This is your most effective defense against moisture-induced blistering.
PCB Condition
Baking Temperature
Baking Duration
Storage After Baking
Standard (< 8 hours exposure)
105-125°C
2-4 hours
Use within 8 hours or MBB storage
Extended exposure (> 24 hours)
105-125°C
4-8 hours
Use within 4 hours or MBB storage
Thick boards (> 2.0mm)
105-125°C
6-8 hours
Immediate use recommended
Severely damp boards
105-125°C
12-24 hours
Immediate use required
Important cautions about pre-baking:
Never exceed 125°C—higher temperatures can damage OSP finishes and accelerate oxidation
Use convection ovens with good air circulation
Store baked boards in Moisture Barrier Bags (MBB) with desiccant if not used immediately
OSP-finished boards are particularly sensitive; consult your finish supplier for specific guidance
Material Selection
Choosing the right materials upfront prevents many blistering issues:
High-Tg Laminates: For boards undergoing multiple reflow cycles or operating in high-temperature environments, specify materials with Tg ≥ 170°C. The extra cost is justified by improved reliability.
Common material options with their characteristics:
Material Type
Typical Tg
Td (Decomposition)
Best For
Standard FR-4
130-140°C
310-320°C
General electronics, single reflow
Mid-Tg FR-4
150-160°C
320-330°C
Moderate thermal requirements
High-Tg FR-4
170-180°C
340-350°C
Lead-free assembly, multiple reflows
Polyimide
250°C+
400°C+
Extreme temperature applications
High-Frequency (PTFE)
Varies
Varies
RF/microwave applications
Low-Moisture Absorption Materials: Some specialized laminates are formulated for reduced water uptake. Consider these for applications with high humidity exposure. Standard FR-4 absorbs 0.1-0.2% moisture; specialized materials can reduce this to 0.05% or less.
CTE-Matched Materials: When possible, select materials that minimize CTE mismatch between layers. This reduces thermal stress during temperature cycling. Pay particular attention to Z-axis CTE, which has the greatest impact on via reliability and interlayer adhesion.
Time to Delamination (T260/T288): This specification, measured per IPC-TM-650 Method 2.4.24.1, indicates how long a material can withstand elevated temperature before delaminating. For lead-free assembly, look for T260 values of 30 minutes or more.
Practical Material Selection Tips:
Discuss thermal requirements with your PCB fabricator early in design
Consider the entire product lifecycle, not just assembly temperature
Don’t over-specify—high-Tg materials cost more and may be unnecessary for single-reflow consumer products
Request material certifications and test data from your laminate supplier
Process Control During Manufacturing
Tight process control prevents defects at the source:
Lamination:
Verify press pressure and temperature profiles
Ensure proper prepreg storage (controlled temperature and humidity)
Monitor for void formation using cross-sectional analysis
Plating:
Maintain bath chemistry within specifications
Control micro-etch removal rates
Verify adequate rinsing between process steps
Solder Mask:
Ensure surface cleanliness before coating
Follow cure profile specifications exactly
Verify complete solvent removal
Proper Storage and Handling
Proper storage prevents moisture re-absorption after manufacturing:
Store PCBs in sealed MBBs with desiccant and Humidity Indicator Cards (HICs)
Maintain storage areas at < 30°C and < 60% RH when possible
Follow FIFO (First In, First Out) inventory practices
Limit exposure time after opening sealed packages
Per IPC-1602, properly packaged PCBs remain protected for up to 12 months at 40°C/90% RH
Soldering Profile Optimization
Your reflow or wave soldering profile affects blistering risk:
Preheat Zone:
Ramp rate: 1-3°C/second maximum
Allows gradual moisture escape without pressure buildup
Reduces thermal shock to components and substrate
Soak Zone:
Duration: 60-120 seconds
Temperature: 150-200°C
Equalizes temperature across the board
Completes flux activation
Reflow Zone:
Keep time above liquidus (TAL) as short as practical
Discoloration (whitening) that might indicate subsurface separation
Localized swelling around via holes or solder pads
Inspection should occur:
After lamination (bare board inspection)
After solder mask application
After each reflow cycle
Before final packaging
Visual Inspection Best Practices:
Use adequate lighting (1000+ lux recommended)
Inspect at multiple angles to catch subtle surface variations
Train inspectors on IPC-A-600/610 defect recognition
Document and photograph any borderline defects for engineering review
Automated Optical Inspection (AOI)
AOI systems can be programmed to detect blistering by identifying:
Height variations on the board surface
Color changes indicating delamination
Pattern anomalies in known problem areas
Modern 3D AOI systems are particularly effective at detecting blistering because they measure actual surface topography rather than relying solely on 2D image analysis. Program your AOI to flag height deviations exceeding typical tolerances (often ±50-100 microns).
Acoustic Microscopy (C-SAM)
For suspected internal blisters, Scanning Acoustic Microscopy provides non-destructive subsurface imaging. C-SAM can detect:
Shows which interface failed (copper-substrate, layer-layer, etc.)
Helps identify root cause through failure pattern analysis
Follow IPC-TM-650 Method 2.1.1 for proper microsection preparation.
Can You Repair PCB Blistering?
Honestly, repairing blistered PCBs is rarely practical or cost-effective. The structural integrity has been compromised, and repairs don’t restore original reliability. However, for prototype boards or expensive assemblies, limited repair may be attempted:
When Repair Might Be Considered
Prototype or development boards where replacement isn’t immediate
Very expensive assemblies where scrapping isn’t economically viable
Minor surface blisters away from critical circuitry
Repair Procedure (If Attempted)
Clean the blister area thoroughly
Drill small holes (< 0.5mm) at opposite sides of the blister
Bake the board to remove any trapped moisture
Inject low-viscosity epoxy through one hole while venting through the other
Apply light vacuum or pressure to fill the void
Cure epoxy per manufacturer’s specifications
Inspect repaired area visually and electrically
Limitations of Repair
Reliability remains suspect compared to new boards
Not appropriate for high-reliability applications (medical, aerospace, automotive)
Labor cost often exceeds replacement cost
Hidden damage may remain after repair
In production environments, the standard practice is to reject and scrap blistered boards.
IPC Standards and Testing Methods
Several IPC documents govern blistering acceptance and testing:
IPC-A-600: Acceptability of Printed Boards
Defines visual acceptance criteria for bare boards, including blistering limits for different product classes:
Class 1 (General Electronics): More lenient criteria
Class 2 (Dedicated Service): Moderate requirements
Class 3 (High Reliability): Strictest standards
IPC-TM-650 Test Methods
Relevant test methods for blistering evaluation:
Method
Description
Application
2.4.13.1
Solder Float Resistance
Tests resistance to thermal shock
2.6.8
Thermal Stress
Evaluates PTH integrity under thermal cycling
2.6.27
Convection Reflow Simulation
Simulates assembly thermal exposure
2.4.24.1
Time to Delamination (TMA)
Measures resistance to delamination at elevated temperature
IPC-4101: Specification for Base Materials
Specifies material properties including:
Glass transition temperature (Tg)
Z-axis CTE limits
Moisture absorption limits
Time to delamination requirements
Useful Resources for PCB Engineers
Here are valuable references for deeper investigation:
Standards and Specifications:
IPC-A-600: Acceptability of Printed Boards (available at ipc.org)
IPC-TM-650: Test Methods Manual (free download at ipc.org/test-methods)
IPC-1602: Standard for Printed Board Handling and Storage
IPC-4101: Specification for Base Materials
Technical References:
CALCE (University of Maryland): Research papers on moisture in PCBs
Reflow profile calculators from solder paste manufacturers
PCB Blistering FAQs
What temperature causes PCB blistering?
Blistering typically occurs when PCB temperatures exceed 200°C during soldering, especially if moisture is trapped in the substrate. The critical factor isn’t just temperature, but the combination of moisture content and thermal exposure. Water begins to vaporize rapidly at temperatures well below boiling point under the low-pressure conditions inside the laminate. PCBs should withstand 260°C for 10 seconds without blistering per standard test methods.
How do I know if my PCBs need pre-baking?
Pre-bake if: the packaging has been opened for more than 8 hours in ambient conditions, Humidity Indicator Cards show moisture exposure, boards have been stored longer than manufacturer recommendations, or previous batches showed blistering. When in doubt, baking is inexpensive insurance against costly defects.
Can blistering occur in lead-free soldering more than leaded?
Yes, lead-free soldering typically involves higher peak temperatures (240-260°C vs. 210-230°C for leaded), which increases the risk of moisture-related blistering. The higher thermal stress also accelerates any existing adhesion weaknesses. This is one reason high-Tg materials became more common with the transition to lead-free processes.
What’s the difference between blistering and popcorning?
Popcorning specifically refers to moisture-induced cracking in plastic IC packages during reflow, while blistering refers to separation within the PCB laminate structure. Both result from trapped moisture expanding during thermal exposure, but they occur in different materials and locations.
Should I reject a PCB with minor blistering?
For Class 2 and Class 3 products, any blistering is typically cause for rejection. For Class 1 products, minor blistering away from functional areas might be acceptable per IPC-A-600 criteria. However, blistering often indicates underlying issues that could affect long-term reliability, so thorough root cause analysis is always recommended regardless of immediate disposition.
Wrapping Up
PCB blistering is preventable with proper attention to materials, processes, and handling. The key takeaways:
Moisture is the enemy—implement proper storage, handling, and pre-bake protocols
Material selection matters—choose appropriate Tg and CTE characteristics for your application
Process control prevents defects—maintain tight control over lamination, plating, and soldering parameters
Detection before shipment—implement inspection methods appropriate to your product class
Repair is rarely practical—focus on prevention rather than remediation
By understanding the mechanisms behind blistering and implementing systematic prevention measures, you can significantly reduce defect rates and improve product reliability. The upfront investment in proper controls always pays dividends in reduced scrap, rework, and field failures.
Inquire: Call 0086-755-23203480, or reach out via the form below/your sales contact to discuss our design, manufacturing, and assembly capabilities.
Quote: Email your PCB files to Sales@pcbsync.com (Preferred for large files) or submit online. We will contact you promptly. Please ensure your email is correct.
Notes: For PCB fabrication, we require PCB design file in Gerber RS-274X format (most preferred), *.PCB/DDB (Protel, inform your program version) format or *.BRD (Eagle) format. For PCB assembly, we require PCB design file in above mentioned format, drilling file and BOM. Click to download BOM template To avoid file missing, please include all files into one folder and compress it into .zip or .rar format.





{kind=link}