Inquire: Call 0086-755-23203480, or reach out via the form below/your sales contact to discuss our design, manufacturing, and assembly capabilities.
Quote: Email your PCB files to Sales@pcbsync.com (Preferred for large files) or submit online. We will contact you promptly. Please ensure your email is correct.
Notes: For PCB fabrication, we require PCB design file in Gerber RS-274X format (most preferred), *.PCB/DDB (Protel, inform your program version) format or *.BRD (Eagle) format. For PCB assembly, we require PCB design file in above mentioned format, drilling file and BOM. Click to download BOM template To avoid file missing, please include all files into one folder and compress it into .zip or .rar format.
If you’ve ever snapped a small circuit board out of a larger panel, you’ve used a breakaway tab PCB without even thinking about it. These small connectors between boards might seem insignificant, but getting them wrong can ruin an entire production run.
After years of dealing with cracked boards, jagged edges, and assembly line headaches, I’ve learned that breakaway tab design is one of those “small details” that separates smooth manufacturing from costly rework. This guide covers everything you need to know about designing breakaway tabs that actually work in production.
A breakaway tab PCB refers to the small bridges of material that hold individual circuit boards together within a larger panel during PCB manufacturing. These tabs keep multiple boards connected through SMT assembly, reflow soldering, and testing — then allow clean separation afterward.
Think of them like the perforations on postage stamps. The connection is strong enough to keep everything together during handling, but weak enough to snap apart when you need individual boards.
Manufacturers use breakaway tabs because processing individual small PCBs is impractical. Panels containing 10, 20, or even 50 boards can move through pick-and-place machines, reflow ovens, and AOI systems as a single unit. This dramatically reduces handling time and manufacturing costs.
Types of Breakaway Tab Designs
Not all breakaway tabs are created equal. Each type serves different purposes depending on your board shape, edge requirements, and manufacturing constraints.
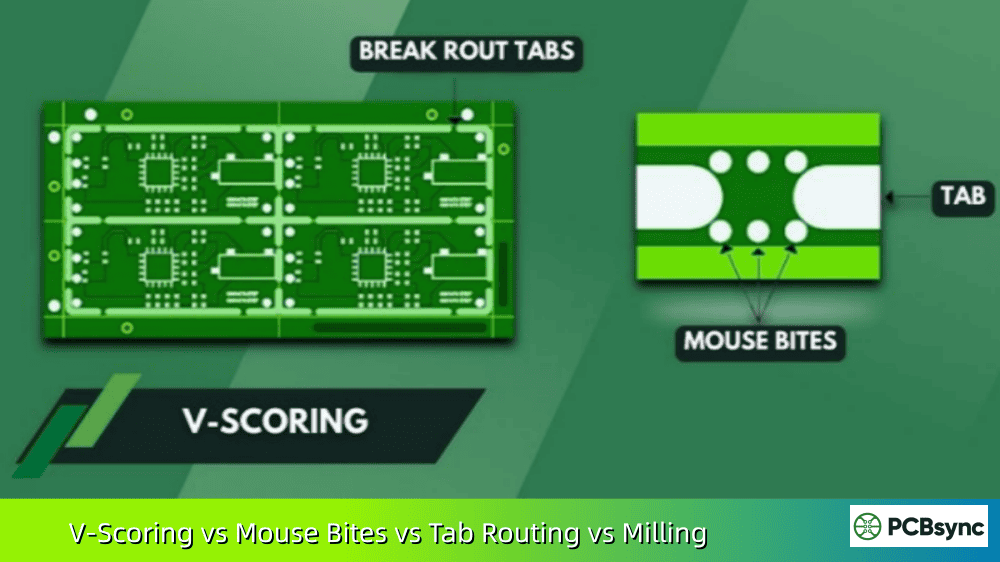
Mouse Bites (Perforated Tabs)
Mouse bites are rows of small drilled holes that create a perforation line along the tab. When you snap the board apart, these holes guide the break and leave behind small “bite” marks — hence the name.
This method is the most flexible option. You can place mouse bites on irregular board shapes, curved edges, or anywhere V-scoring won’t work. The downside is that the separated edge looks rough and may need filing or sanding for cosmetic applications.
V-Groove (V-Score)
V-groove scoring cuts shallow V-shaped channels into both sides of the panel along the separation line. This creates a weak point where boards can be snapped apart or cut with a pizza-cutter style blade.
V-scoring produces much cleaner edges than mouse bites. However, it only works for straight lines and rectangular boards. You can’t V-score around curves or irregular shapes.
Solid Routed Tabs
Some designs use solid tabs without any perforations. These require mechanical cutting (router or blade) to separate boards. This approach provides maximum strength during assembly but needs depaneling equipment for separation.
Comparison Table: Breakaway Tab Types
Feature
Mouse Bites
V-Groove
Solid Tabs
Edge Quality
Rough (needs filing)
Smooth
Very smooth
Board Shapes
Any shape
Straight edges only
Any shape
Separation Method
Manual snap or pliers
Blade/manual snap
Router or blade
Equipment Cost
Low
Medium
High
Structural Strength
Medium
Medium-Low
High
Best For
Prototypes, irregular shapes
High-volume rectangular boards
Fragile components near edges
Breakaway Tab PCB Design Specifications
Getting the dimensions right is critical. Tabs that are too weak will break during handling. Tabs that are too strong will crack your boards during depaneling.
Recommended Dimensions for Mouse Bites
Based on SparkFun’s extensive testing and industry standards, here are the proven dimensions:
Parameter
Imperial
Metric
Notes
Hole Diameter
0.015″ – 0.020″
0.4mm – 0.5mm
Use unplated holes
Hole Spacing (center-to-center)
0.025″
0.6mm – 0.65mm
Consistent spacing is critical
Tab Width
0.100″ – 0.150″
2.5mm – 3.8mm
Max 0.118″ for depaneling tool compatibility
Holes Per Tab
3 – 5
3 – 5
Depends on tab width
Corner Holes
Larger diameter
Larger diameter
Prevents sharp edges at rout path
For thinner boards (0.8mm), reduce tab width to 2-3mm. Standard 1.6mm FR-4 boards work well with the specifications above.
V-Groove Specifications
Parameter
Value
Notes
V-Angle
30° or 45°
Check with your fab house
Remaining Material
1/3 of board thickness
Standard rule for proper strength
Minimum Board Thickness
1.2mm
V-scoring not recommended for thinner boards
Upper/Lower Misalignment
Less than 0.1mm
Critical for clean breaks
Tab Placement Guidelines
Where you put your tabs matters as much as how you design them:
Spacing between tabs: 60mm to 90mm center-to-center (77mm is optimal)
Corner clearance: Position first tab 10-12mm from board corners
Component clearance: Keep components 2-3mm away from tabs
The position of perforation holes relative to your board edge affects both separation quality and remnant material.
Off-Board Edge Placement
All holes sit outside the finished board edge, with only the hole radius touching the PCB outline. This leaves more debris after separation but protects boards with copper traces running close to edges.
On-Board Edge Placement
Holes partially extend onto the board edge. This produces cleaner separation with less remnant material but requires adequate copper clearance from the edge (minimum 0.015″).
Combination (Staggered) Placement
This approach uses larger holes at the outer edges of the tab and smaller holes along the board edge. The larger holes help initiate the break at the rout path, while smaller holes control the separation along the PCB edge.
Placement Type
Remnant Material
Copper Clearance Needed
Best Application
Off-Board Edge
More cleanup needed
Minimal
Tight copper near edges
On-Board Edge
Minimal cleanup
0.015″ minimum
Standard designs
Combination
Least cleanup
0.010″ – 0.015″
Professional production
PCB Depaneling Methods
Once your boards are assembled and tested, you need to separate them from the panel. The method you choose depends on your volume, equipment, and quality requirements.
Manual Breaking
The simplest approach — just snap boards apart by hand or with needle-nose pliers. This works fine for prototypes and small batches but introduces stress that can crack ceramic capacitors near the separation line.
When to use: Low-volume production, prototyping, boards without sensitive components near edges.
V-Cut Splitter (Pizza Cutter)
A rotating blade runs along the V-groove to separate boards. This is faster than manual breaking and produces consistent results. However, it only works on V-scored panels and requires a straight cut path.
When to use: Medium to high-volume production of rectangular boards.
Milling/Routing Depanelizer
CNC routers cut along the tab outlines with high precision. This method works for any board shape and produces the cleanest edges. The equipment cost is higher, but stress on components is minimal.
When to use: High-volume production, boards with sensitive components, irregular shapes.
Laser Depaneling
UV or CO2 lasers ablate the tab material without mechanical contact. This is ideal for HDI boards and flex circuits where any mechanical stress is unacceptable. Cost is highest, but quality is best.
When to use: Ultra-thin boards, rigid-flex designs, high-reliability applications.
Stress Analysis and Testing Considerations
Before finalizing your breakaway tab design, consider how mechanical stress affects your PCB during and after depaneling.
Understanding Stress Distribution
When you snap a board from a panel, stress radiates outward from the break point. For standard FR-4 material with a tensile strength around 310 MPa, well-designed tabs should break cleanly without transferring significant stress to the board itself.
Finite Element Analysis (FEA) can predict stress hotspots in your design. If you’re working with sensitive applications, modeling the depaneling force (typically 50-100N depending on tab design) helps identify potential weak points. Areas showing stress above 200 MPa warrant redesign.
Tab Strength Testing
If you’re developing a new product or switching manufacturers, test your tab design before committing to production volumes:
Break force measurement: Use a force gauge to measure how much pressure is needed to separate boards. Consistent values indicate predictable manufacturing.
Edge inspection: Examine separated edges under magnification. Look for copper exposure, delamination, or excessive roughness.
Component stress testing: Check components near tabs for cracks, especially ceramic capacitors. Ultrasonic microscopy can reveal internal damage invisible to the naked eye.
Thermal cycling: Run separated boards through temperature cycling to expose any latent damage from depaneling stress.
Thinner boards require more careful handling and often benefit from additional tabs to distribute stress during the assembly process.
Design Best Practices for Breakaway Tab PCB
After troubleshooting countless depaneling issues, here’s what actually matters in production:
Copper and Trace Clearance
Keep all traces at least 1mm from mouse bites and board edges. Routing over breakaway areas causes impedance issues and potential failures. The stress from separation can crack traces that run too close to the break line.
Component Placement
Never place components within 5mm of breakaway tabs. Ceramic capacitors are especially vulnerable — the mechanical stress from separation can create microcracks that cause field failures months later. Position MLCC capacitors perpendicular to the break direction when placement near edges is unavoidable.
Panel Rail Design
Your waste rails (the frame around the panel) need to be sturdy enough to survive the entire assembly process. A rail width of 5-10mm on each side provides adequate support. Place tooling holes on the rails if your board layout is too dense for holes on the PCB itself.
Fiducial Marks
Add fiducial marks to both the panel rails and individual boards. Panel-level fiducials help pick-and-place machines align the entire panel, while board-level fiducials ensure accurate component placement on each individual PCB.
Common Breakaway Tab Mistakes to Avoid
These are the issues I see most frequently in production:
Tabs too close together: Overloading a panel with too many tabs makes separation difficult and increases the risk of board damage. Stick to 60-90mm spacing.
Inconsistent hole sizes: Using different drill diameters for mouse bites creates unpredictable break patterns. Standardize on one hole size per design.
Ignoring thermal effects: Panels flex and warp during reflow. A design that works at room temperature may crack in the oven if tabs are too rigid or poorly placed.
No corner radius on tabs: Sharp corners at the tab-to-board junction concentrate stress and leave jagged edges. Add larger holes at corners to create a smoother transition.
Skipping communication with your fab house: Every manufacturer has preferences for tab design. What works at one shop may cause problems at another. Always confirm specifications before production.
Working with Your PCB Manufacturer
The best breakaway tab design on paper means nothing if your fab house can’t execute it properly.
Pre-Production Communication
Before submitting your panel design, confirm these details with your manufacturer:
Supported hole sizes: Some shops have minimum drill diameters that may exceed your mouse bite specification
V-groove angles: Not all manufacturers offer both 30° and 45° options
Panel size limits: Assembly equipment has maximum dimensions that vary by shop
Rail requirements: Some assemblers require specific tooling hole patterns or rail widths
Design File Requirements
Include clear documentation in your fabrication package:
Panel drawing: Show overall dimensions, tab locations, and breakaway method
Drill file: Specify mouse bite holes as non-plated through holes (NPTH)
Layer stackup: Confirm copper clearances from edges are maintained
Special instructions: Note any depaneling preferences or restrictions
Common Fab House Overrides
Be aware that some manufacturers will modify your tab design based on their standard processes. JLCPCB, for example, may override your mouse bite pattern with their own defaults. If your design requires specific tab configurations, communicate this clearly and verify the production files before approval.
Useful Resources for PCB Designers
Here are some references I’ve found helpful:
SparkFun’s Mouse Bite Research (PDF): Detailed empirical testing on optimal hole sizes and spacing — Building a Better Mousebite
IPC-7351: Land pattern standards including guidelines for edge clearances
IPC-2223: Design standard for flexible printed boards (relevant for rigid-flex breakaway tabs)
IPC-A-600: Acceptability standards for printed boards including edge quality after depaneling
Altium Designer Panel Editor: Built-in tool for creating panelized designs with mouse bites and V-scores
KiCad Panelizer Plugins: Free tools for open-source PCB panelization
Most PCB manufacturers also publish their own panelization guidelines. JLCPCB, PCBWay, and AllPCB all have detailed specifications on their websites.
Frequently Asked Questions
What is the difference between mouse bites and V-groove on a PCB?
Mouse bites use rows of drilled holes to create perforation lines, while V-grooves are machined channels cut into the board surface. Mouse bites work for any board shape but leave rough edges. V-grooves produce smoother edges but only work on straight lines. Choose mouse bites for irregular shapes or prototypes, and V-grooves for high-volume rectangular boards where edge quality matters.
How far should components be from breakaway tabs?
Keep all components at least 2-3mm from breakaway tabs, with a minimum of 5mm for ceramic capacitors and other stress-sensitive parts. This clearance prevents mechanical damage during depaneling. Also maintain 1mm minimum distance between copper traces and perforation holes to avoid electrical issues.
What hole size should I use for mouse bites?
The standard recommendation is 0.015″ (0.38mm) unplated holes spaced 0.025″ (0.64mm) apart center-to-center. This provides a good balance between panel strength during assembly and easy separation afterward. For thicker boards (2.0mm+), you may need slightly larger holes or additional tabs.
Can I use breakaway tabs on flexible PCBs?
Yes, but with extra care. Rigid-flex and thin flexible PCBs require smaller tabs (2-3mm width) with finer mouse bite holes (0.5mm diameter, 0.25mm spacing). Avoid V-grooves on flex materials as they can tear unpredictably. Laser depaneling is often the safest choice for flexible circuits.
How many breakaway tabs do I need per board?
Use at least one tab per side of the board, with additional tabs as needed to maintain 60-90mm spacing. For boards smaller than 50mm in either dimension, two tabs on opposite sides are usually sufficient. Larger boards or those with heavy components may need more tabs to prevent sagging during reflow.
Breakaway tab design is one of those details that’s easy to overlook until something goes wrong. Get it right upfront, and your boards will flow smoothly through production. Get it wrong, and you’ll spend hours dealing with cracked components, jagged edges, and frustrated assembly technicians.
When in doubt, talk to your PCB manufacturer and contract assembler before finalizing your panel design. They’ve seen thousands of boards and can tell you exactly what works in their process.
Inquire: Call 0086-755-23203480, or reach out via the form below/your sales contact to discuss our design, manufacturing, and assembly capabilities.
Quote: Email your PCB files to Sales@pcbsync.com (Preferred for large files) or submit online. We will contact you promptly. Please ensure your email is correct.
Notes: For PCB fabrication, we require PCB design file in Gerber RS-274X format (most preferred), *.PCB/DDB (Protel, inform your program version) format or *.BRD (Eagle) format. For PCB assembly, we require PCB design file in above mentioned format, drilling file and BOM. Click to download BOM template To avoid file missing, please include all files into one folder and compress it into .zip or .rar format.





{kind=link}