Inquire: Call 0086-755-23203480, or reach out via the form below/your sales contact to discuss our design, manufacturing, and assembly capabilities.
Quote: Email your PCB files to Sales@pcbsync.com (Preferred for large files) or submit online. We will contact you promptly. Please ensure your email is correct.
Notes: For PCB fabrication, we require PCB design file in Gerber RS-274X format (most preferred), *.PCB/DDB (Protel, inform your program version) format or *.BRD (Eagle) format. For PCB assembly, we require PCB design file in above mentioned format, drilling file and BOM. Click to download BOM template To avoid file missing, please include all files into one folder and compress it into .zip or .rar format.
When I first started designing PCBs fifteen years ago, I drastically underestimated the 100uf capacitor. I figured it was just another bulk storage component you throw into a power supply and call it a day. Three board respins and countless debugging hours later, I learned that picking the right 100uF cap involves way more nuance than the datasheet capacitance value suggests.
Let me share what I’ve learned through years of real-world experience designing everything from industrial motor drives to precision audio equipment. This isn’t theory from textbooks – it’s practical knowledge that’ll help you avoid the mistakes that cost me time, money, and more than a few sleepless nights.
Understanding the 100uF Capacitor in Modern Electronics
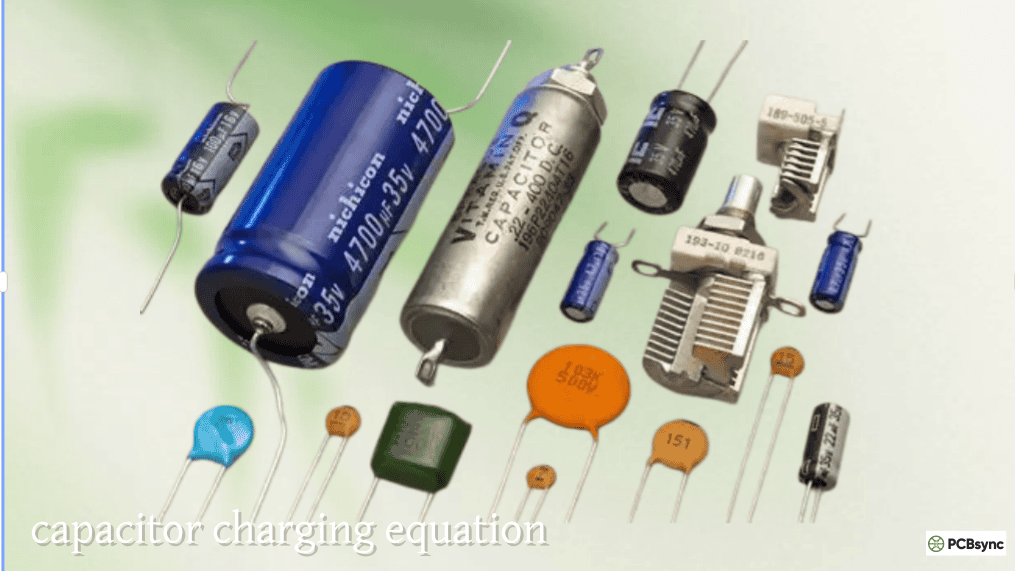
A Capacitor rated at 100 microfarads represents a significant energy storage capacity that bridges the gap between medium-value decoupling caps and massive bulk storage banks. When I’m working on a power supply design, the 100uf capacitor typically handles the heavy lifting for ripple filtering while smaller caps deal with high-frequency noise.
The 100µF value means this component can store 100 millionths of a farad of electrical charge. In practical terms, this translates to meaningful energy storage for smoothing rectified AC, handling load transients, and providing local power reservoirs for demanding circuits.
What makes the 100uf capacitor particularly interesting from a design standpoint is its versatility. It’s large enough to provide substantial filtering and energy storage, yet not so massive that it becomes cost-prohibitive or physically unwieldy. This sweet spot makes it one of the most commonly specified capacitance values across consumer electronics, industrial equipment, and automotive applications.
Types of 100uF Capacitors: What Actually Works
After burning through dozens of prototypes, I’ve learned that not all 100uF capacitors deliver the same performance. The technology you choose fundamentally changes how your circuit behaves.
Aluminum Electrolytic Capacitors
These remain my go-to choice for most power supply applications. When I need bulk capacitance without breaking the budget, aluminum electrolytics deliver.
Real-world characteristics from the trenches:
Voltage ratings span from 6.3V to 450V (I’ve used everything from small signal supplies to industrial motor drives)
ESR typically ranges from 0.03Ω to 1Ω depending on series and voltage rating
Ripple current handling varies dramatically – budget parts might handle 100mA while premium low-ESR variants can take 2-3A
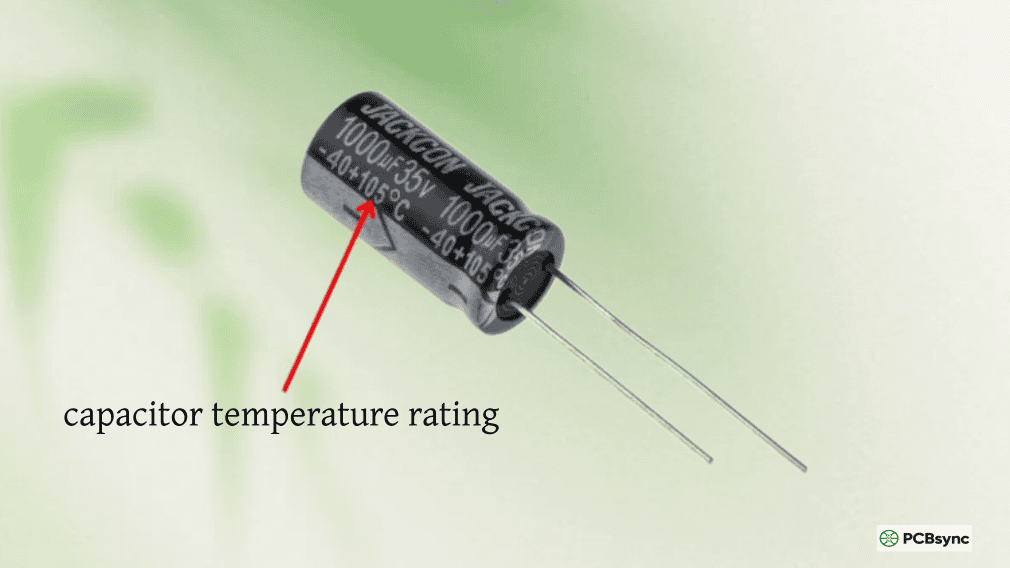
Temperature rating matters enormously – standard 85°C parts versus 105°C or even 125°C high-temp variants
Lifespan expectation: 2,000-10,000 hours at rated temperature (I always derate)
Polarized construction means you absolutely must observe polarity
I learned the hard way that cheap aluminum electrolytics in switching power supplies is a recipe for field failures. The ESR drifts upward as they age, especially under thermal stress, and performance degrades long before catastrophic failure occurs.
When I use aluminum electrolytics:
Linear power supply output filtering
Buck converter input and output bulk storage (paired with ceramics)
Motor starting applications (more on this later)
Cost-sensitive designs where space isn’t critical
Audio amplifier power supply rails (with careful ESR consideration)
Ceramic Capacitors (MLCC)
Modern high-capacitance MLCC technology has revolutionized what’s possible. Getting 100µF in a 1210 or even 0805 package still amazes me, though the DC bias characteristics require careful attention.
What I’ve learned about 100uF ceramics:
Available up to 100V, though most common in 6.3V-25V range
ESR is incredibly low: 0.003Ω to 0.02Ω typical
Non-polarized operation is liberating for certain designs
DC bias effect is brutal at this capacitance – expect 40-60% derating at operating voltage
Temperature stability depends heavily on dielectric (X5R, X7R are workable; Y5V is basically useless)
Much smaller physical size than electrolytics
Significantly more expensive per µF than aluminum electrolytics
The DC bias gotcha has bitten me more than once. That 100µF 6.3V X5R ceramic? Running it at 5V might give you only 40-50µF actual capacitance. I always download the manufacturer’s characteristic curves and do the math.
High-reliability applications where electrolytic aging is a concern
Point-of-load regulation where low ESR is critical
Paired with electrolytics for hybrid filtering strategies
Tantalum Capacitors
Tantalum caps occupy a specialized niche. They’re more expensive than aluminum but offer better performance and reliability when properly applied. The catastrophic failure mode requires respect, though.
Tantalum reality check:
Compact size relative to aluminum electrolytics
ESR typically 0.1Ω to 0.5Ω for 100µF values
Excellent temperature and time stability
Voltage derating is absolutely critical – I never exceed 50% rated voltage
Failure mode can be short circuit with potential fire risk
Better frequency response than aluminum electrolytics
Longer shelf life and operational lifetime
After seeing a tantalum cap fail spectacularly in a prototype (complete with flames), I always include current-limiting protection and use conservative voltage derating. That 100µF 35V tantalum? It’s only going on a 15V rail, maximum.
Film Capacitors
Film caps at 100µF are large and expensive, but they excel where performance matters more than cost or size.
Film capacitor characteristics:
Physically large for 100µF (think multiple centimeters)
Non-polarized operation
Extremely low ESR and ESL
Excellent linearity and low distortion
No aging or drift concerns
Very long operational life (decades)
Limited to lower voltages at 100µF (typically 50-100V)
Expensive compared to electrolytics
I use film caps primarily in audio applications and precision analog circuits where distortion must be minimized. They’re also excellent in AC applications like motor run capacitors.
Specialized 100uF Capacitor Types for Motors
Working on HVAC equipment designs taught me about specialized motor capacitor families that most PCB engineers never encounter.
CBB60 Motor Run Capacitors
These metalized polypropylene film capacitors are designed for continuous operation in AC motors.
CBB60 specifications and usage:
AC voltage ratings: 250V, 370V, 450V typical
Designed for continuous duty cycle
Self-healing characteristics
Used in air conditioners, refrigerators, washing machines
Provides continuous phase shift for single-phase motor operation
Cylindrical plastic case construction
Non-polarized AC operation
I’ve specified these for commercial refrigeration equipment where reliability over years of continuous operation is essential.
CD60 Motor Starting Capacitors
These aluminum electrolytic capacitors provide high starting torque for AC motors but are only rated for intermittent use.
CD60 characteristics:
High capacitance in compact size (aluminum electrolytic construction)
AC voltage ratings: 110V, 250V, 300V, 450V
Designed for starting surge only (not continuous operation)
Much higher instantaneous current capability than CBB60
Typically used in compressors, air conditioners, pressure washers
Should disconnect after motor reaches operating speed
Cannot be substituted for run capacitors
The key distinction I always emphasize: CD60 caps provide starting torque but will fail quickly if left in the circuit during continuous operation. CBB60 caps provide lower starting torque but can run continuously. They’re not interchangeable.
Critical Specifications for Design Success
Voltage Rating Selection Strategy
After dealing with field failures from inadequate voltage margins, I’ve developed strict voltage rating rules:
My voltage derating guidelines:
Standard aluminum electrolytic: 2× operating voltage minimum
Tantalum: 2.5-3× operating voltage (I usually go with 3×)
Ceramic: 2× operating voltage (accounting for DC bias effect)
Motor applications: Per manufacturer specification (usually includes safety margin)
High-reliability designs: Add another 20-30% margin beyond standard derating
For example, on a 12V automotive rail with potential 16V load dump transients, I specify minimum 35V aluminum electrolytics, preferably 50V. The extra cost is trivial compared to warranty claims.
ESR: The Performance Determining Factor
Equivalent Series Resistance determines real-world capacitor performance more than nominal capacitance in many applications.
Why ESR matters so much:
Ripple voltage = Ripple current × ESR
Power dissipation = I²rms × ESR (this generates heat)
High ESR limits high-frequency filtering effectiveness
ESR increases as capacitors age, especially electrolytics
Low ESR is essential for switching regulator output caps
One of the most commonly overlooked specifications is ripple current rating. I’ve debugged countless boards where premature capacitor failure traced back to excessive ripple current heating.
Ripple current calculation and management:
The RMS ripple current through a capacitor generates heat:
Power dissipation = I²rms × ESR
For a 100µF low-ESR aluminum electrolytic with 0.1Ω ESR handling 1A RMS ripple: Power = (1A)² × 0.1Ω = 0.1W per capacitor
This doesn’t sound like much, but sustained heat generation in a confined space reduces capacitor lifespan exponentially. The Arrhenius equation tells us that for every 10°C temperature increase, capacitor life halves.
My ripple current design approach:
Calculate actual RMS ripple current (not peak-to-peak)
Select capacitor rated for 1.5× calculated ripple at operating temperature
Consider parallel capacitors if single device is marginal
Provide thermal relief in PCB layout (thermal vias, airflow access)
Monitor capacitor temperature in first prototypes
Tolerance and Temperature Coefficients
Standard aluminum electrolytics come with ±20% tolerance. That 100µF cap could measure anywhere from 80µF to 120µF when new, and will drift further over its lifetime.
Temperature effects by capacitor type:
Parameter
Standard Aluminum
Ceramic X7R
Ceramic Y5V
Tantalum
Capacitance change @ -40°C
-30 to -50%
-15%
-82%
-10%
Capacitance change @ +85°C
+10 to +15%
+15%
+22%
+5%
ESR change with temp
Decreases at high temp
Minimal change
Increases at temp extremes
Minimal change
Recommended temp range
-40°C to +85/105°C
-55°C to +125°C
-30°C to +85°C
-55°C to +125°C
For automotive or industrial designs operating from -40°C to +85°C, I stick with X7R ceramics or tantalum. Standard aluminum electrolytics lose too much capacitance at cold temperatures for critical applications.
This combination gave me <20mV peak-peak output ripple at 2A load
Motor Starting and Running Applications
Industrial and HVAC designs introduced me to motor capacitor applications where the 100uf capacitor value is extremely common.
Single-phase AC motor starting (CD60):
Provides phase shift for starting torque
Only energized during startup (2-3 seconds typical)
Higher voltage ratings than DC electrolytics (250-450VAC)
Must be sized for motor specifications
Centrifugal switch or relay disconnects after startup
Motor run applications (CBB60):
Continuous duty cycle operation
Provides ongoing phase shift for motor efficiency
Must be properly rated for continuous AC current
Film construction handles AC voltage stress
Common in HVAC, refrigeration, pool pumps
I once made the mistake of trying to use a CD60 starting cap as a run capacitor. It failed within 20 minutes of continuous operation. These specialized capacitors are designed for specific duty cycles – respect those limits.
Automotive Electronic Control Units
Working on automotive ECU designs taught me that the 100uf capacitor serves critical roles in the harsh electrical environment of vehicles.
Automotive ECU applications:
Input filtering for load dump protection (100µF 50V minimum)
Microcontroller bulk decoupling
Sensor supply filtering and stabilization
CAN bus power supply filtering
Must survive -40°C to +125°C junction temperatures
Vibration and shock resistance critical
I typically use automotive-grade aluminum electrolytics (AEC-Q200 qualified) or X7R ceramics for these applications. Consumer-grade parts don’t survive the environment.
Audio Equipment Power Supplies
Audio applications require special consideration because ESR affects sound quality through power supply modulation.
Audio power supply filtering:
100µF film capacitors provide best audio performance (expensive but worth it)
Low-ESR aluminum electrolytics are acceptable for budget designs
Multiple parallel capacitors sometimes sound better than single large cap
Power supply rejection of audio amplifier sets requirements
Avoid electrolytic types known for poor audio characteristics
Some audiophile designs use parallel combinations: 100µF film + 100µF low-ESR aluminum + 100µF standard aluminum. Each provides different impedance characteristics across the frequency spectrum.
Selection Process from Years of Experience
When specifying a 100uf capacitor for a new design, I follow this systematic approach:
Step 1: Define Operating Requirements
Critical parameters to establish:
Maximum and minimum operating voltage (including transients)
Expected ripple current (RMS calculation required)
Operating frequency range (DC, 60Hz, 100kHz, 1MHz?)
Temperature extremes (-40°C to +125°C?)
Physical size and mounting constraints (through-hole vs SMD)
Cost targets and volume requirements
Reliability requirements (consumer vs industrial vs automotive)
After fifteen years of debugging failed designs, here are the mistakes I see repeatedly:
Mistake 1: Ignoring Ripple Current Selecting capacitors based only on capacitance and voltage rating, without calculating ripple current. This leads to premature failure from thermal stress. Always calculate RMS ripple and verify the rating.
Mistake 2: Using Wrong Motor Capacitor Type Substituting CD60 starting caps for CBB60 run caps or vice versa. These are engineered for different duty cycles and will fail if misapplied.
Mistake 3: Inadequate Voltage Derating Running capacitors too close to their rated voltage. I’ve seen 25V electrolytics used on 24V rails fail within months. Always derate at least 2×, more for tantalum.
Mistake 4: Forgetting DC Bias Effect Assuming a 100µF ceramic provides 100µF at operating voltage. The DC bias effect can reduce effective capacitance by 50% or more. Check the manufacturer’s curves.
Mistake 5: Wrong ESR for Application Using standard high-ESR caps in switching regulator outputs, leading to excessive ripple. Or using ultra-low-ESR caps with linear regulators that need ESR for stability.
Mistake 6: Poor PCB Layout Placing bulk capacitors too far from the components they’re decoupling. Long trace impedance negates the benefit of low-ESR capacitors. Keep connections short and fat.
Mistake 7: Temperature Range Mismatch Specifying 85°C-rated capacitors for applications that see 100°C+ board temperatures. Or using Y5V ceramics in automotive applications. Check actual operating temperature.
Relay switches from start to run cap after 2 seconds
Critical specs:
CD60 must handle 40-50A inrush current
CBB60 rated for continuous duty at 10A RMS
Both must survive -20°C to +65°C ambient
What I learned: Initially tried using higher-capacitance CD60 for “extra starting torque.” Motor thermal overload tripped due to excessive starting current. Motor manufacturer specifications must be followed.
Example 3: Automotive ECU Input Filtering
Application: Engine control module on 12V automotive electrical system
Eliminates power supply modulation effects on audio signal
Measured performance: Power supply rejection ratio >90dB across audio band
Frequently Asked Questions
Can I replace a 100uF aluminum electrolytic with a ceramic capacitor?
Yes, but with significant caveats. I’ve made this substitution successfully many times, but you must account for several factors:
What changes:
Ceramic has much lower ESR (typically 100× lower)
Non-polarized operation (beneficial)
Smaller physical size
Higher cost
Severe DC bias effect (effective capacitance may be 50-60% of rating)
When substitution works well:
Switching regulator output filtering (low ESR is beneficial)
Decoupling applications
High-frequency circuits
Space-constrained designs
When it can cause problems:
Linear regulator outputs (very low ESR can cause instability)
Timing circuits (different ESR affects RC time constant)
Audio circuits (different ESR changes frequency response)
When circuit was designed expecting higher ESR for damping
My recommendation: Check the DC bias curves at your operating voltage. That 100µF 10V X7R ceramic running at 5V might only provide 50-60µF. Calculate whether this reduced capacitance still meets circuit requirements. Test the substitution thoroughly, especially for transient response.
What’s the difference between standard and low-ESR aluminum electrolytics?
This question comes up constantly, and the distinction matters enormously for switching power supplies.
Standard aluminum electrolytic (100µF/25V):
ESR: 0.5Ω – 1Ω at 100kHz
Ripple current: 100-300mA typical
Cost: Lower (baseline)
Best for: Linear supplies, low-frequency filtering, non-critical applications
Low-ESR aluminum electrolytic (100µF/25V):
ESR: 0.03Ω – 0.15Ω at 100kHz
Ripple current: 1-3A typical
Cost: 30-100% higher
Best for: Switching regulators, high ripple current, minimizing output ripple
Real-world example from my designs:
Standard cap in 5V buck converter output (500kHz switching):
Output ripple: 120mV peak-peak
Capacitor temperature rise: +35°C
Expected lifetime: 2,000 hours at full load
Low-ESR cap in same application:
Output ripple: 22mV peak-peak
Capacitor temperature rise: +8°C
Expected lifetime: 10,000+ hours
For switching supplies, the extra cost of low-ESR caps pays for itself in improved performance and reliability.
How do I calculate required ripple current rating?
This calculation trips up a lot of engineers because it requires understanding RMS current, not just peak or peak-to-peak values.
This gets complex quickly. I usually use SPICE simulation or online calculators.
Safety margin I apply:
Select capacitor rated for 1.5× calculated ripple current at operating temperature
If borderline, use multiple parallel capacitors
Monitor temperature in prototypes
Derate based on actual operating temperature vs. rated temperature
Pro tip: Ripple current ratings are typically given at 85°C or 105°C. If your board runs cooler, actual capability is higher. If it runs hotter, derate accordingly.
What causes capacitor failures and how do I prevent them?
After performing failure analysis on hundreds of failed boards, I can categorize the root causes pretty clearly.
Root cause #1: Overvoltage (40% of failures I’ve seen)
Operating too close to voltage rating
Transient overvoltage events
Reverse polarity on polarized caps
Prevention:
Use 2× voltage derating minimum (3× for tantalum)
Add TVS diodes for transient protection
Reverse polarity protection for polarized caps
Account for worst-case transients in specification
Root cause #2: Excessive Ripple Current (35% of failures)
Underrated ripple current capability
Thermal runaway from I²R heating
ESR increases as temperature rises, accelerating failure
Prevention:
Calculate actual RMS ripple current
Derate ripple current rating by 1.5×
Provide thermal relief (vias, airflow)
Use multiple parallel caps if needed
Monitor capacitor temperature in testing
Root cause #3: Temperature Stress (20% of failures)
Operating beyond temperature rating
Poor thermal design
Accelerated aging at elevated temperatures
Prevention:
Specify high-temperature-rated parts (105°C, 125°C)
Improve board thermal management
Keep caps away from heat sources
Account for internal heating from ripple current
Root cause #4: Wrong Capacitor Type (5% of failures)
Using starting cap for run duty
Standard ESR cap in switching supply
Polarized cap in AC application
Y5V ceramic in temperature-critical application
Prevention:
Match capacitor type to application duty
Follow manufacturer application guidelines
Don’t make unauthorized substitutions
Test substitutes thoroughly before production
Reliability best practices I follow:
Derate voltage by 2-3×
Derate ripple current by 1.5×
Choose capacitor technology appropriate for application
Provide thermal management
Use quality components from reputable manufacturers
Test under worst-case conditions
Plan for aging effects (ESR increases, capacitance decreases)
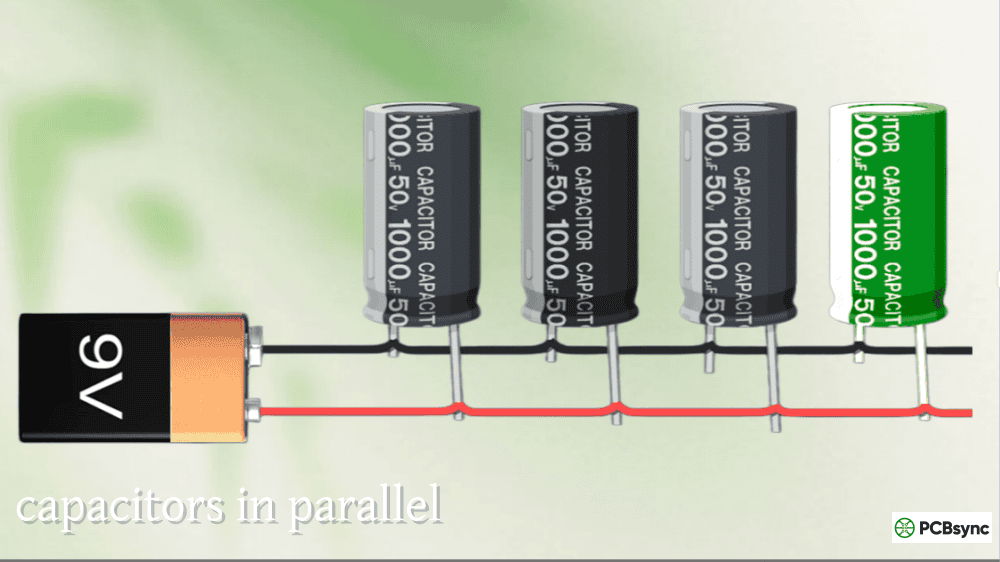
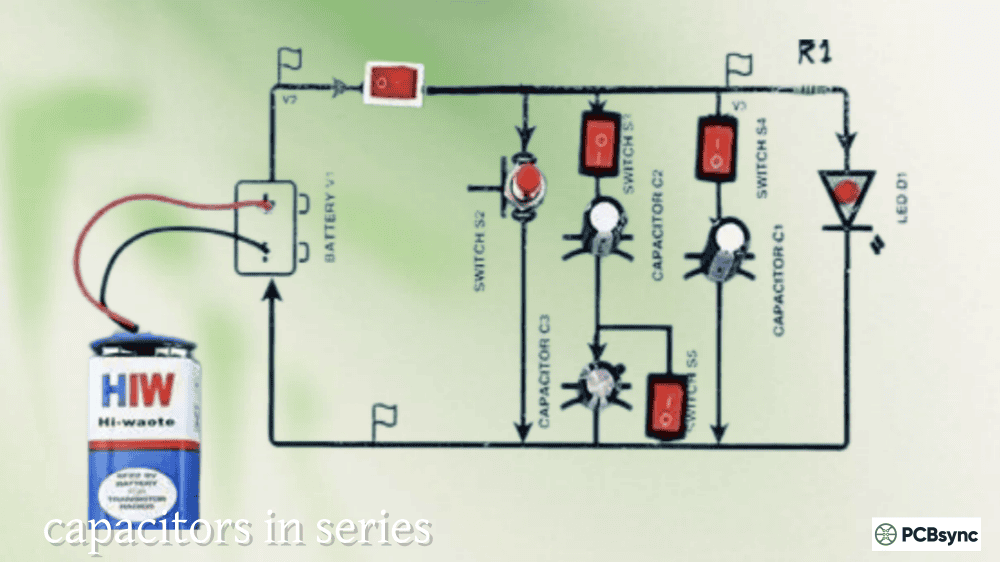
Should I use one large 100uF capacitor or multiple smaller ones in parallel?
This is actually a nuanced question with different answers depending on the application. I’ve used both approaches successfully.
Advantages of single 100µF capacitor:
Lower component count (fewer parts to place, stock, track)
Lower BOM cost (one part vs. multiple)
Simpler layout
Adequate for many applications
Advantages of multiple parallel capacitors:
Lower effective ESR (resistors in parallel)
Higher ripple current capability
Better high-frequency response (lower ESL)
Distributed heat dissipation
Redundancy if one fails
Mix different technologies for broad frequency response
My typical strategies:
For power supply bulk storage:
Multiple parallel electrolytics for ripple current distribution
Example: 2× 47µF instead of 1× 100µF gives 2× ripple current capability
For switching regulator outputs:
Parallel aluminum + ceramic combination
Example: 100µF electrolytic + 22µF ceramic covers both bulk and high-frequency
For audio applications:
Multiple different capacitor types
Example: 100µF film + 100µF low-ESR aluminum + 100µF standard aluminum
Different types have different impedance profiles vs. frequency
For high-reliability designs:
Parallel configuration for redundancy
If one cap fails open, others maintain partial function
Bottom line: For cost-sensitive, non-critical applications, a single 100µF works fine. For high-performance or high-reliability designs, parallel configurations offer significant advantages worth the extra complexity and cost.
Final Thoughts from the Field
The 100uf capacitor might seem like a commodity component, but selecting the right one requires understanding the complex interplay between capacitor technology, circuit requirements, and real-world operating conditions. After fifteen years of circuit design across multiple industries, I still consult datasheets, run calculations, and carefully consider every specification before committing a design to production.
The mistakes I’ve shared in this guide represent real lessons learned through failed prototypes, field returns, and late-night debugging sessions. Each one cost time, money, and occasionally more than a little frustration. But they’ve also taught me to think critically about every component selection and to never assume that “it’s just a capacitor.”
Whether you’re filtering a power supply, starting a motor, or decoupling a microcontroller, the principles remain consistent: understand your requirements, choose appropriate technology, validate against actual operating conditions, and always build in adequate safety margins. Do this systematically, and your designs will work reliably in the field.
And remember – when in doubt, prototype and measure. Theory is essential, but nothing beats real-world validation with a scope and a thermal camera. That’s how you develop the intuition that makes capacitor selection second nature.
Inquire: Call 0086-755-23203480, or reach out via the form below/your sales contact to discuss our design, manufacturing, and assembly capabilities.
Quote: Email your PCB files to Sales@pcbsync.com (Preferred for large files) or submit online. We will contact you promptly. Please ensure your email is correct.
Notes: For PCB fabrication, we require PCB design file in Gerber RS-274X format (most preferred), *.PCB/DDB (Protel, inform your program version) format or *.BRD (Eagle) format. For PCB assembly, we require PCB design file in above mentioned format, drilling file and BOM. Click to download BOM template To avoid file missing, please include all files into one folder and compress it into .zip or .rar format.



































































{kind=link}