Inquire: Call 0086-755-23203480, or reach out via the form below/your sales contact to discuss our design, manufacturing, and assembly capabilities.
Quote: Email your PCB files to Sales@pcbsync.com (Preferred for large files) or submit online. We will contact you promptly. Please ensure your email is correct.
Notes: For PCB fabrication, we require PCB design file in Gerber RS-274X format (most preferred), *.PCB/DDB (Protel, inform your program version) format or *.BRD (Eagle) format. For PCB assembly, we require PCB design file in above mentioned format, drilling file and BOM. Click to download BOM template To avoid file missing, please include all files into one folder and compress it into .zip or .rar format.
When I started working with multilayer boards fifteen years ago, 8 layer PCBs felt like overkill for most projects. Fast forward to today, and they’ve become my go-to choice for anything involving high-speed signals, dense component placement, or strict EMI requirements. The extra layers aren’t just about having more routing space—they fundamentally change how you approach signal integrity and power distribution.
This guide covers everything you need to know about 8 layer PCB design, from stackup configurations to manufacturing considerations. Whether you’re transitioning from 4-layer boards or optimizing an existing 8-layer design, you’ll find practical insights based on real-world experience.
8-Layer PCB Stackup Selector
8-Layer PCB Stackup Selector 8L
Configure layer thicknesses for high-density 8-layer PCB designs
Quick Presets
Copper Layers
Prepreg Layers
Core Layers
Total Board Thickness
1.600mm
1600 µm
vs 1.6mm
+0 µm
Copper (8L)
280 µm
Prepreg (4L)
598 µm
Core (3L)
600 µm
Stackup Visualization
SOLDER MASK (TOP)
L1 – Top SignalSIG35µm
Prepreg 1 (PP1)114µm
L2 – GND PlaneGND35µm
Core 1 (FR-4)200µm
L3 – Inner SignalSIG35µm
Prepreg 2 (PP2)185µm
L4 – PWR PlanePWR35µm
Core 2 – Center (FR-4)200µm
L5 – GND PlaneGND35µm
Prepreg 3 (PP3)185µm
L6 – Inner SignalSIG35µm
Core 3 (FR-4)200µm
L7 – PWR PlanePWR35µm
Prepreg 4 (PP4)114µm
L8 – Bottom SignalSIG35µm
SOLDER MASK (BOTTOM)
Outer Signal
Inner Signal
GND Plane
PWR Plane
Prepreg
Core
💡 Common 8-Layer Targets
1.0mm: High-density mobile/wearable 1.6mm: Standard multilayer (most common) 2.0mm: Industrial, automotive 2.4mm: Power systems, thick copper
⚡ 8-Layer Design Tips
Signal Integrity: L3 & L6 are shielded by adjacent planes – ideal for high-speed signals. Power Distribution: L4 & L5 form a tightly-coupled power/ground pair – excellent for decoupling.
An 8 layer PCB is a multilayer PCB consisting of eight conductive copper layers separated by insulating dielectric materials. These layers are laminated together using prepreg (pre-impregnated fiberglass) and core materials under heat and pressure.
The typical configuration includes four signal layers and four plane layers (ground and power). This arrangement provides several advantages over simpler board designs:
Feature
4-Layer PCB
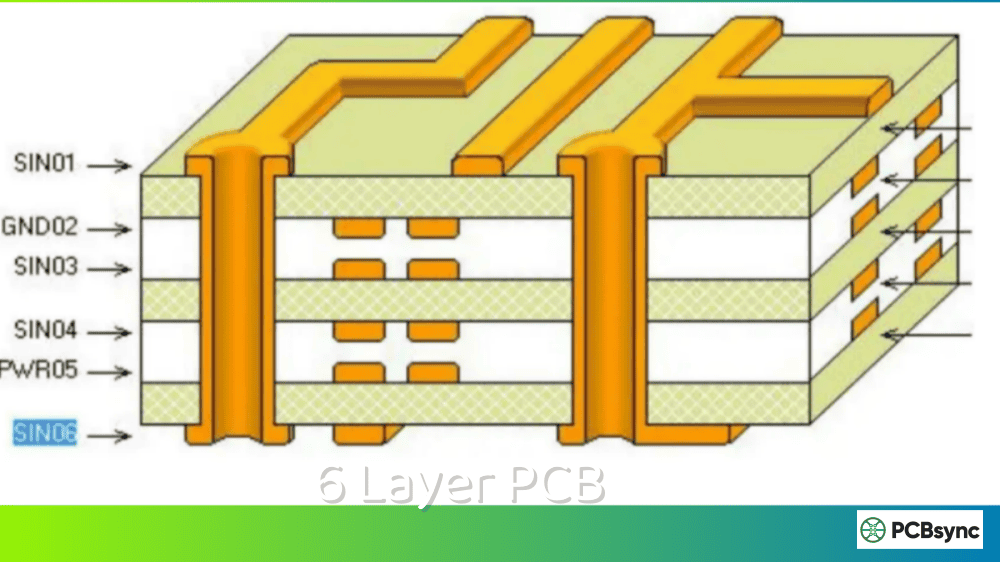
6-Layer PCB
8 Layer PCB
Signal Layers
2
4
4-6
Plane Layers
2
2
2-4
EMI Performance
Moderate
Good
Excellent
Routing Density
Limited
Medium
High
Cost
Low
Medium
Medium-High
Signal Integrity
Basic
Good
Excellent
The 8 layer PCB strikes an optimal balance between capability and cost-effectiveness. It offers enough layers for complex designs without the manufacturing complexity of 10+ layer boards.
Before diving into stackup details, let’s address the fundamental question: when does an 8 layer PCB make sense?
Enhanced Signal Integrity
Signal integrity becomes critical when dealing with clock speeds above 100MHz or data rates exceeding 1Gbps. In an 8 layer PCB, you can dedicate entire planes to ground, creating solid reference planes adjacent to every signal layer. This dramatically reduces crosstalk and provides consistent impedance control.
From my experience designing DDR4 memory interfaces, the difference between a well-designed 8-layer board and a compromised 6-layer approach is the difference between first-time success and months of debugging.
Superior EMI Performance
Multiple ground planes act as shields between signal layers, containing electromagnetic emissions within the board structure. The 8 layer PCB stackup allows you to sandwich every high-speed signal layer between planes, essentially creating a Faraday cage effect.
Improved Power Distribution
With dedicated power and ground planes, you achieve lower impedance power delivery across the entire board. This matters enormously for modern processors and FPGAs that experience rapid current transients. The interplane capacitance between closely-spaced power and ground planes also provides high-frequency decoupling.
Compact Design Capability
More routing layers mean you can achieve the same functionality in a smaller footprint. For portable electronics, medical devices, and aerospace applications where size and weight matter, 8 layer PCBs enable designs that simply wouldn’t fit on fewer layers.
8 Layer PCB Stackup Configurations
The stackup arrangement determines your board’s electrical and mechanical characteristics. I’ve worked with dozens of different configurations, but certain patterns consistently perform well.
Standard 8 Layer PCB Stackup
The most common configuration balances signal integrity with manufacturing simplicity:
Layer
Type
Function
Thickness
L1
Signal (Top)
Component placement, high-speed traces
1 oz copper
Prepreg
Dielectric
Insulation
4-7 mil
L2
Ground Plane
Reference for L1, shielding
1 oz copper
Core
Dielectric
Structural support
8-10 mil
L3
Signal
Inner routing
0.5-1 oz copper
Prepreg
Dielectric
Insulation
4-7 mil
L4
Power Plane
VCC distribution
1 oz copper
Core
Dielectric
Structural support
8-10 mil
L5
Ground Plane
Central reference
1 oz copper
Prepreg
Dielectric
Insulation
4-7 mil
L6
Signal
Inner routing
0.5-1 oz copper
Core
Dielectric
Structural support
8-10 mil
L7
Power Plane
Secondary power
1 oz copper
Prepreg
Dielectric
Insulation
4-7 mil
L8
Signal (Bottom)
Routing, component placement
1 oz copper
This configuration provides ground planes adjacent to both outer signal layers, ensuring excellent EMI containment and controlled impedance.
High-Performance 8 Layer PCB Stackup
For applications requiring maximum signal integrity, consider this alternative arrangement:
Layer
Type
Purpose
L1
Ground
External shielding
L2
Signal
High-speed routing
L3
Ground
Reference plane
L4
Signal
Secondary routing
L5
Power
Power distribution
L6
Signal
Secondary routing
L7
Ground
Reference plane
L8
Ground
External shielding
With ground planes on both outer layers, all signal routing occurs internally between planes. This provides exceptional shielding—every signal trace has a solid reference plane both above and below.
When your design includes both analog and digital circuits, isolation becomes paramount:
Layer
Type
Assignment
L1
Signal
Digital components
L2
Ground
Digital ground
L3
Signal
Digital routing
L4
Power
Digital power
L5
Ground
Analog ground (split)
L6
Signal
Analog routing
L7
Power
Analog power
L8
Signal
Analog components
The key is connecting analog and digital grounds at a single point to prevent ground loops while maintaining isolation.
8 Layer PCB Design Guidelines
Getting the stackup right is only the beginning. These design practices make the difference between a board that works and one that excels.
Layer Assignment Strategy
Assign each layer a specific purpose before routing begins. My typical approach:
Signal Layers: Route high-speed signals on layers adjacent to unbroken ground planes. Keep fast signals on inner layers when possible—the surrounding planes provide natural shielding.
Ground Planes: Never cut ground planes for routing. Any slot or gap creates impedance discontinuities and degrades EMI performance. If you absolutely must cross a ground plane, add stitching vias nearby.
Power Planes: Split power planes for multiple voltages, but keep the splits away from high-speed signal paths. Use polygon pours rather than traces for power distribution to any plane layer.
Routing Direction Rules
On adjacent signal layers, route traces perpendicular to each other. This minimizes crosstalk between layers.
Layer
Primary Direction
L1 (Top)
Horizontal
L3 (Inner Signal)
Vertical
L6 (Inner Signal)
Horizontal
L8 (Bottom)
Vertical
Maintain this discipline even when it means longer routes. The crosstalk penalty for parallel traces on adjacent layers far exceeds the minor inductance increase from longer paths.
Via Types and Placement
8 layer PCBs support various via structures:
Through-Hole Vias: Connect any layer to any other layer. Simple and reliable, but consume routing space on all layers.
Blind Vias: Connect outer layers to inner layers without passing through the entire board. Useful for high-density designs but increase manufacturing cost.
Buried Vias: Connect inner layers only, invisible from the outside. Essential for HDI applications but require sequential lamination.
For most 8 layer PCB designs, through-hole vias with selective use of blind vias offers the best cost-performance balance.
Impedance Control
Controlled impedance becomes non-negotiable for signals above 50MHz. Work with your PCB manufacturing partner to achieve target impedances.
Signal Type
Typical Impedance
Tolerance
Single-ended digital
50Ω
±10%
Differential pairs (USB, HDMI)
90Ω differential
±10%
DDR4 memory
40Ω single-ended
±10%
RF traces
50Ω
±5%
The stackup dimensions—trace width, dielectric thickness, and copper weight—all affect achieved impedance. Use impedance calculators during design, but trust your manufacturer’s feedback on actual achievable values.
Return Path Considerations
Every high-speed signal needs a clear return path on an adjacent reference plane. When signals change layers via vias, the return current must also transition between planes.
Place ground-to-ground stitching vias near every signal via that transitions between layers referencing different planes. This provides a low-inductance path for return currents and prevents the ground bounce that kills signal integrity.
8 Layer PCB Thickness Options
Standard 8 layer PCB thickness ranges from 1.57mm (62 mil) to 2.36mm (93 mil), with 1.6mm being most common. The total thickness depends on:
Component
Typical Thickness Range
Copper layers (8 total)
0.5 oz: 17µm, 1 oz: 35µm, 2 oz: 70µm
Core layers (3 typical)
0.1mm – 0.5mm each
Prepreg layers (4 typical)
0.1mm – 0.2mm each
Solder mask
~25µm per side
Surface finish
0.05µm – 5µm
Thickness Selection Considerations
Connector Compatibility: Some connectors specify board thickness. Card-edge connectors typically require 1.6mm boards.
Mechanical Rigidity: Thicker boards resist flexing better. For large boards or applications with vibration, consider 2.0mm or greater.
Impedance Targets: Thinner dielectric layers enable tighter impedance control but reduce the margin for manufacturing variation.
Aspect Ratio: The ratio of board thickness to smallest drill size affects via reliability. Keep aspect ratios below 10:1 for standard processes, below 12:1 for advanced capability.
8 Layer PCB Materials
Material selection impacts electrical performance, thermal behavior, and cost.
Substrate Materials
Material
Dielectric Constant (Dk)
Loss Tangent (Df)
Best For
Standard FR-4
4.2-4.5
0.02
General purpose, cost-sensitive
High-Tg FR-4
4.2-4.5
0.02
Lead-free assembly, higher temps
Mid-Loss Laminate
3.5-4.0
0.008-0.012
5-10 Gbps signals
Low-Loss Laminate (Megtron, Rogers)
3.0-3.8
0.002-0.005
10+ Gbps, RF applications
For most 8 layer PCB applications below 5Gbps, high-Tg FR-4 provides adequate performance at reasonable cost. Above 10Gbps or for RF work, low-loss materials become essential.
Copper Weight Selection
Copper Weight
Thickness
Current Capacity
Best For
0.5 oz
17µm
Low current signals
Fine-pitch, high-density routing
1 oz
35µm
Standard signals, moderate power
General purpose
2 oz
70µm
Higher current, power planes
Power electronics, motor drives
Inner layers often use lighter copper (0.5 oz) for density, while outer layers use 1 oz for durability and thermal dissipation.
8 Layer PCB Manufacturing Process
Understanding the manufacturing sequence helps you design for manufacturability.
Process Flow
1. Inner Layer Fabrication: Each core starts as copper-clad laminate. Photoresist is applied, exposed with the circuit pattern, and developed. Etching removes unwanted copper.
2. Layer Alignment: Precise registration holes align all layers. Automated optical inspection (AOI) verifies each inner layer before lamination.
3. Lamination: Cores and prepreg are stacked in precise sequence, then pressed under heat (175°C) and pressure (300+ psi). The prepreg flows and cures, bonding all layers.
4. Drilling: CNC machines drill through-holes and non-plated holes. For blind/buried vias, sequential lamination with intermediate drilling is required.
5. Plating: Electroless copper deposits a thin conductive layer in holes. Electrolytic plating builds up copper thickness for reliable connections.
6. Outer Layer Processing: Similar to inner layers—imaging, etching, and stripping to create the final circuit pattern.
7. Surface Finish: HASL, ENIG, OSP, or other finishes protect exposed copper and enable soldering.
8. Testing: Electrical testing (flying probe or bed-of-nails) verifies connectivity. AOI checks for shorts and opens.
Manufacturing Considerations
Minimum Feature Sizes: Most manufacturers reliably produce 4 mil traces and 4 mil spaces. Advanced facilities achieve 3/3 mil or finer.
Annular Ring: Maintain minimum 5 mil annular ring around all vias for manufacturing margin.
Copper Balance: Distribute copper evenly across each layer. Large copper imbalances cause warping during lamination.
Symmetry: Design the stackup symmetrically around the center. Asymmetric constructions warp predictably.
8 Layer PCB Applications
The 8 layer PCB finds use across industries requiring high performance in compact form factors.
Telecommunications and Networking
Network routers, switches, and base stations leverage 8 layer PCBs for high-speed digital interfaces. Gigabit Ethernet, PCIe, and fiber-optic transceivers all benefit from the controlled impedance and reduced crosstalk these boards provide.
Computing and Data Centers
Server motherboards, GPU cards, and storage controllers commonly use 8 layer constructions. The multiple power planes support the demanding current requirements of modern processors, while dedicated ground planes maintain signal integrity across numerous high-speed interfaces.
Automotive Electronics
Engine control units (ECUs), advanced driver assistance systems (ADAS), and infotainment systems use 8 layer PCBs. The automotive environment demands reliability across temperature extremes, making the enhanced thermal properties of multilayer constructions essential.
Medical Devices
Diagnostic imaging equipment, patient monitoring systems, and surgical robots require the precision and reliability that 8 layer PCBs deliver. The multiple ground planes also help contain EMI, critical for devices operating near sensitive medical instruments.
Aerospace and Defense
Avionics, radar systems, and satellite communications rely on 8 layer PCBs for their combination of performance and reliability. These applications often specify high-Tg materials and rigorous quality requirements.
Consumer Electronics
High-end smartphones, gaming consoles, and tablets use 8 layer PCBs to pack maximum functionality into minimal space. The transition to glass-core substrates for AI accelerators and HPC applications represents the leading edge of 8 layer PCB technology.
Thermal Management in 8 Layer PCB Design
Heat dissipation becomes increasingly important as component density rises. An 8 layer PCB offers multiple strategies for thermal management.
Copper Plane Heat Spreading
Large copper planes conduct heat laterally, spreading thermal energy from hot components across a wider area. Power and ground planes serve double duty—distributing current and dissipating heat. For maximum thermal performance, connect thermal pads directly to inner planes using multiple vias.
Thermal Via Arrays
Under high-power components like voltage regulators, processors, and power amplifiers, thermal via arrays conduct heat from the component pad to inner copper layers and the opposite side of the board. Key guidelines:
Parameter
Recommended Value
Via diameter
0.3mm – 0.4mm
Via pitch
1.0mm – 1.2mm
Via fill
Copper-filled or plugged
Array size
Cover entire thermal pad
Copper-filled vias provide better thermal conductivity than hollow vias but add cost. For moderate thermal loads, standard plated vias work adequately.
Material Considerations for Thermal Performance
Standard FR-4 has relatively poor thermal conductivity (0.25-0.3 W/m·K). For thermally demanding applications, consider:
Metal-core substrates: Aluminum or copper cores dramatically improve heat spreading but limit layer count.
Ceramic-filled laminates: Higher thermal conductivity while maintaining standard processing.
Thick copper layers: 2 oz or heavier copper on power planes improves both current capacity and heat dissipation.
Design for Manufacturing (DFM) Best Practices
Following DFM guidelines prevents manufacturing delays and improves yields.
Annular Ring Requirements
The annular ring—copper remaining around a drilled hole—must be large enough to ensure reliable connection despite drilling tolerances.
Solder mask—the green (or other colored) coating protecting copper—has its own design rules:
Solder mask expansion: Typically 2-3 mil larger than pads to ensure complete pad exposure.
Solder mask dam: Minimum 4 mil solder mask between adjacent pads to prevent solder bridging.
Via tenting: Covering vias with solder mask prevents solder wicking during assembly. Specify tented or plugged vias for vias under components.
Silkscreen Guidelines
Silkscreen markings aid assembly and troubleshooting:
Minimum line width: 5 mil for readable text.
Minimum text height: 32 mil (0.8mm) for component designators.
Clearance from pads: Keep silkscreen at least 6 mil away from solderable surfaces.
Common Challenges and Solutions
Warpage and Twist
Problem: Board bows or twists after lamination or reflow.
Causes: Asymmetric stackup, unbalanced copper distribution, or excessive thermal stress during assembly.
Solution: Design symmetric stackups with balanced copper on each layer pair (L1/L8, L2/L7, etc.). Use high-Tg materials (Tg > 170°C) for lead-free assembly. Control reflow profiles to minimize thermal shock.
Measling and Delamination
Problem: White spots (measles) or layer separation after thermal stress.
Causes: Moisture absorption in the laminate, insufficient resin content, or incompatible materials with assembly temperatures.
Solution: Specify appropriate materials for your assembly process. Bake boards before assembly if stored in humid conditions (4-8 hours at 125°C). Ensure adequate prepreg resin content for good bonding.
Impedance Variation
Problem: Measured impedance differs from designed values.
Causes: Manufacturing tolerances in trace width, dielectric thickness, and copper plating combine to shift impedance.
Solution: Work with your manufacturer early in the design process. Request impedance coupons on the production panel for verification. Design for ±10% tolerance—if you need 50Ω ±5%, your design must accommodate 45-55Ω traces.
Via Reliability
Problem: Plated through-holes fail during thermal cycling, causing intermittent or permanent opens.
Causes: Excessive aspect ratio (board thickness to hole diameter), inadequate plating thickness, or thermal stress exceeding design limits.
Solution: Maintain conservative aspect ratios below 10:1 for standard processes. Specify minimum 1 mil (25µm) copper plating in holes. Control assembly thermal profiles and avoid rapid heating/cooling.
Signal Integrity Issues
Problem: Eye diagram closure, excessive jitter, or failed compliance testing on high-speed interfaces.
Causes: Impedance discontinuities, excessive crosstalk, inadequate return paths, or material losses at high frequencies.
Solution: Verify stackup impedance before fabrication. Route critical signals with consistent reference planes. Add ground stitching vias near signal layer transitions. Consider lower-loss materials for signals above 5 Gbps.
Useful Resources for 8 Layer PCB Design
Here are practical tools and references I use regularly:
Design Tools and Calculators
Saturn PCB Toolkit: Free impedance calculator with stackup modeling capabilities.
Altium Designer / KiCad: Full-featured PCB design software with integrated stackup management and impedance analysis.
SI9000: Industry-standard impedance calculation tool used by most PCB manufacturers.
Reference Documents
IPC-2221B: Generic standard on printed board design covering layer stackup requirements.
IPC-4101E: Specification for base materials, essential for material selection.
IPC-6012D: Qualification and performance specification for rigid printed boards.
Manufacturer Resources
Most PCB fabricators provide stackup templates and design guidelines. Request their standard 8 layer stackup options and impedance tables early in your design process.
Frequently Asked Questions
What is the typical cost difference between 6-layer and 8 layer PCB?
The cost increase from 6 to 8 layers typically ranges from 20-40%, depending on complexity and quantity. The percentage increase is lower than going from 4 to 6 layers because the additional manufacturing steps (lamination cycles, drilling passes) scale sublinearly. For high-speed designs where signal integrity matters, the cost premium often pays for itself in reduced debugging time and improved first-pass yield.
How do I choose between 6-layer and 8 layer PCB for my design?
Consider 8 layers when your design includes any of these: multiple power domains requiring separate planes, high-speed differential pairs (USB 3.0+, PCIe, DDR4), strict EMI requirements, or insufficient routing space on 6 layers. If your fastest signals are below 100MHz and you have adequate routing space with clean power distribution on 6 layers, the simpler stackup often suffices.
What is the minimum trace width for an 8 layer PCB?
Standard manufacturing processes reliably produce 4 mil (0.1mm) traces and spaces. Advanced facilities achieve 3 mil or even 2.5 mil features, though this increases cost. For impedance-controlled traces, width depends on your stackup—typically 4-6 mil for 50Ω single-ended and 3.5-5 mil each for 100Ω differential pairs on standard FR-4.
Can 8 layer PCBs support HDI (High Density Interconnect) features?
Yes. 8 layer PCBs commonly incorporate blind and buried vias for higher density. True HDI with microvias and sequential lamination is possible but adds significant cost. For many applications, a standard 8-layer stackup with selective blind vias achieves adequate density without full HDI complexity.
What surface finish is best for 8 layer PCB assembly?
ENIG (Electroless Nickel Immersion Gold) works well for most 8 layer PCB applications, providing flat surfaces for fine-pitch components and good shelf life. For cost-sensitive applications without fine-pitch BGAs, HASL (Hot Air Solder Leveling) remains viable. OSP (Organic Solderability Preservative) offers a low-cost flat finish but has limited shelf life and reflow cycles.
Conclusion
The 8 layer PCB represents a sweet spot in multilayer design—complex enough to handle demanding applications, yet manufacturable enough to remain cost-effective. Success requires understanding not just the layer count, but how stackup configuration, material selection, and design practices work together.
Start with a proven stackup configuration suited to your application. Follow the design guidelines consistently—perpendicular routing, solid reference planes, proper via management. Work closely with your manufacturing partner to validate impedance targets and ensure manufacturability.
The fundamentals covered in this guide apply whether you’re designing a network router, medical device, or aerospace system. Master these principles, and you’ll find that 8 layer PCBs become a reliable solution for your most demanding designs.
Inquire: Call 0086-755-23203480, or reach out via the form below/your sales contact to discuss our design, manufacturing, and assembly capabilities.
Quote: Email your PCB files to Sales@pcbsync.com (Preferred for large files) or submit online. We will contact you promptly. Please ensure your email is correct.
Notes: For PCB fabrication, we require PCB design file in Gerber RS-274X format (most preferred), *.PCB/DDB (Protel, inform your program version) format or *.BRD (Eagle) format. For PCB assembly, we require PCB design file in above mentioned format, drilling file and BOM. Click to download BOM template To avoid file missing, please include all files into one folder and compress it into .zip or .rar format.



{kind=link}