Inquire: Call 0086-755-23203480, or reach out via the form below/your sales contact to discuss our design, manufacturing, and assembly capabilities.
Quote: Email your PCB files to Sales@pcbsync.com (Preferred for large files) or submit online. We will contact you promptly. Please ensure your email is correct.
Notes: For PCB fabrication, we require PCB design file in Gerber RS-274X format (most preferred), *.PCB/DDB (Protel, inform your program version) format or *.BRD (Eagle) format. For PCB assembly, we require PCB design file in above mentioned format, drilling file and BOM. Click to download BOM template To avoid file missing, please include all files into one folder and compress it into .zip or .rar format.
If you’ve ever cracked open a high-end server, torn down a 5G base station, or peeked inside aerospace avionics equipment, chances are you’ve seen a 28 layer PCB without even realizing it. These aren’t your everyday circuit boards—they’re engineering marvels that pack decades of innovation into just a few millimeters of thickness.
I’ve spent over fifteen years designing multilayer boards, and I can tell you that a 28 layer PCB sits at the intersection of complexity and capability. It’s the board you reach for when 16 layers won’t cut it but jumping to 32+ feels like overkill. In this guide, I’ll walk you through everything from fundamental concepts to practical design considerations that actually matter on the production floor.
A 28 layer PCB is a high-density printed circuit board constructed from 28 individual copper conductor layers separated by dielectric insulating materials. These layers are bonded together through a combination of heat, pressure, and specialized lamination processes to form a single rigid structure.
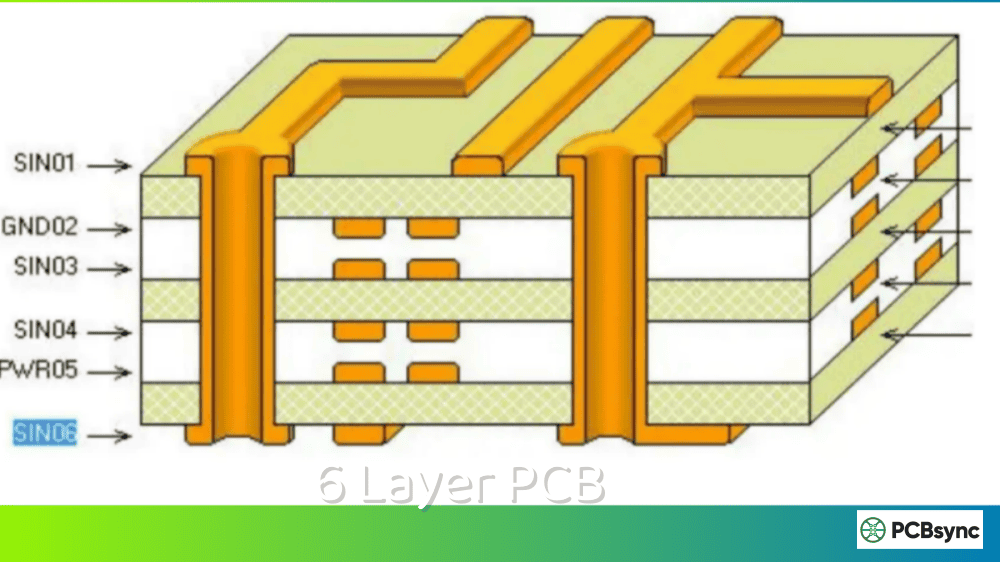
Unlike simpler 4 or 6 layer boards where you might have a straightforward signal-ground-power-signal arrangement, a 28 layer board typically features multiple dedicated signal layers, several ground planes, and multiple power distribution planes—all interconnected through various via types including through-hole vias, blind vias, and buried vias.
The real magic happens in how these layers work together. Each additional layer pair provides roughly 15dB better EMI suppression compared to boards with fewer layers. That’s not theoretical—it’s measurable in the lab and noticeable in real-world performance.
Why Choose 28 Layers Over Other Layer Counts?
You might wonder why specifically 28 layers. The answer comes down to routing density, signal integrity requirements, and manufacturing practicality.
Here’s how 28 layer PCBs compare to other common configurations:
Layer Count
Typical Applications
Routing Density
Relative Cost
Signal Integrity
4-6 Layers
Consumer electronics, IoT devices
Low-Medium
$
Good
8-12 Layers
Industrial controls, automotive ECUs
Medium
$$
Very Good
16-20 Layers
Telecom equipment, medical imaging
Medium-High
$$$
Excellent
28 Layers
5G infrastructure, AI servers, aerospace
Very High
$$$$
Superior
32+ Layers
Supercomputers, advanced radar systems
Extremely High$
Maximum
For designs requiring 28Gbps+ high-speed signal transmission with controlled impedance, 28 layers provides the necessary layer separation for proper reference planes without excessive board thickness. Most 28 layer boards finish between 2.8mm to 4.2mm thick—still manageable for standard SMT assembly processes.
28 Layer PCB Stack-Up Design Fundamentals
Getting the stack-up right is arguably the most critical decision you’ll make in a 28 layer design. A poorly planned stack-up creates problems that no amount of clever routing can fix.
Core Principles for Layer Arrangement
When designing a 28 layer stack-up, follow these proven guidelines:
Signal layer placement matters. Every high-speed signal layer needs an adjacent reference plane—either ground or power. The closer that reference plane, the tighter the coupling and better the signal integrity. For 28Gbps signals, you’re looking at dielectric thicknesses of 3-4 mils between signal and reference layers.
Symmetry prevents warpage. A 28 layer board undergoes multiple lamination cycles. If your stack-up isn’t symmetric about the center, thermal expansion mismatches will cause the board to bow or twist. This isn’t just cosmetic—warped boards cause assembly defects and reliability failures.
Ground planes should dominate. In a well-designed 28 layer board, I typically see 8-10 ground planes, 4-6 power planes, and 12-14 signal layers. That might seem like a lot of “wasted” real estate on grounds, but those planes provide return current paths, EMI shielding, and thermal spreading.
Example 28 Layer Stack-Up Configuration
Here’s a practical stack-up I’ve used successfully for high-speed digital designs:
Layer
Type
Function
Typical Thickness
L1
Signal
High-speed routing, component mounting
1.2 mil Cu
L2
Ground
Reference for L1, EMI shield
1.0 oz Cu
L3
Signal
High-speed differential pairs
0.5 oz Cu
L4
Ground
Reference for L3/L5
1.0 oz Cu
L5
Signal
Medium-speed signals
0.5 oz Cu
L6
Power
Core voltage (1.0V-1.2V)
1.0 oz Cu
L7
Signal
General routing
0.5 oz Cu
L8
Ground
Mid-stack reference
1.0 oz Cu
L9-L20
Mixed
Alternating signal/plane layers
Varies
L21
Ground
Reference for L22
1.0 oz Cu
L22
Signal
High-speed routing
0.5 oz Cu
L23
Power
I/O voltage (3.3V)
1.0 oz Cu
L24
Signal
Differential pairs
0.5 oz Cu
L25
Ground
Reference for L24/L26
1.0 oz Cu
L26
Signal
High-speed routing
0.5 oz Cu
L27
Ground
Reference for L28, EMI shield
1.0 oz Cu
L28
Signal
Component mounting, critical signals
1.2 mil Cu
The outer layers (L1 and L28) use heavier copper for durability and because they’ll see electroplating during via formation. Inner signal layers can use thinner copper for finer trace resolution.
Material choice directly impacts electrical performance, reliability, and cost. For a 28 layer board, you’re not just picking one material—you might specify different materials for different layer pairs depending on signal speed requirements.
Common Material Options
Standard FR-4 (Tg 170-180°C): Still the workhorse material for inner layers that don’t carry high-speed signals. Cost-effective and processes well. Works fine for signals under 5GHz.
High-Performance FR-4: Materials like Isola 370HR or Panasonic Megtron 4 offer lower loss (Df around 0.015-0.018 at 1GHz) while maintaining reasonable cost. Good middle-ground choice for 10-15Gbps signals.
Mid-Loss Laminates: Megtron 6 (Dk 3.6, Df 0.002) and similar materials are the sweet spot for most 28 layer designs targeting 25-28Gbps. Processes similar to FR-4 but with significantly better electrical performance.
Low-Loss/PTFE-Based: Rogers RO4350B, Taconic TLY, and similar materials for RF/microwave applications. Essential when you’re dealing with 5G mmWave frequencies (24-40GHz) but significantly more expensive and harder to process.
Material Selection Guide by Application
Application
Recommended Material
Dk (@ 10GHz)
Df (@ 10GHz)
Relative Cost
Data center servers
Megtron 6
3.6
0.002
$$$
5G base stations
Rogers/Megtron hybrid
3.0-3.6
0.001-0.002
$$$$
Aerospace avionics
Polyimide-based
3.4
0.008
$$$$
Medical imaging
High-Tg FR-4
4.3
0.018
$$
AI accelerator cards
Megtron 7
3.4
0.0015
$$$$
Many 28 layer designs use hybrid constructions—high-performance materials on outer layers where the most critical signals route, with cost-effective standard FR-4 in the core where slower bus signals and power distribution live.
Material Properties That Matter
When evaluating materials for 28 layer PCB applications, focus on these key parameters:
Dielectric Constant (Dk): Lower Dk values (3.0-3.6) mean faster signal propagation and narrower traces for given impedance targets. Standard FR-4 sits around 4.3-4.5, while advanced materials like Megtron 6 achieve 3.6.
Dissipation Factor (Df): This determines signal loss. At 10GHz, FR-4 with Df of 0.020 loses significantly more signal energy than Megtron 6 at 0.002. For long traces carrying 25Gbps+ signals, low Df is non-negotiable.
Glass Transition Temperature (Tg): Higher Tg (180°C+) provides better dimensional stability during lead-free soldering and improves reliability in high-temperature applications. Standard Tg 135°C materials should be avoided for 28 layer designs.
Coefficient of Thermal Expansion (CTE): CTE mismatch between layers causes stress during thermal cycling. Advanced materials with matched CTE values improve long-term reliability, particularly important for aerospace and automotive applications subject to temperature extremes.
CAF Resistance: Conductive Anodic Filament resistance prevents copper migration along glass fibers under voltage stress and humidity. Critical for boards operating at higher voltages or in humid environments.
28 Layer PCB Manufacturing Process
Manufacturing a 28 layer PCB requires sequential lamination—you can’t simply stack 28 layers and press them all at once. The process is considerably more complex than standard multilayer PCB production.
Sequential Lamination Explained
The sequential lamination process for a 28 layer board typically involves 3-5 lamination cycles:
First cycle: Create the core sub-laminations. You might start with 8-10 layer subsets, each processed as a complete inner layer unit with etched patterns, drilled buried vias, and plated connections.
Second cycle: Bond the inner subsets together using prepreg sheets. The prepreg flows into any voids and buried via holes during this high-temperature (around 375°F), high-pressure (275-400 psi) process.
Third cycle: Add outer build-up layers. For HDI designs, this is where laser-drilled microvias connecting outer layers to inner signal planes are formed.
Final cycle: Complete outer layer imaging, through-hole drilling, and surface finishing.
Each lamination cycle adds cost and lead time, but it’s the only way to achieve the layer-to-layer registration accuracy needed for reliable blind and buried via connections.
Thermal Management in Manufacturing
28 layer PCBs present unique thermal challenges both during manufacturing and in operation. During lamination, uneven heat distribution can cause resin starvation in some areas and excessive flow in others. Manufacturers combat this with precision temperature profiling and pressure distribution across the lamination press.
In operation, 28 layer boards often carry high-power processors and ASICs that generate significant heat. The stack-up design must account for thermal via arrays connecting component thermal pads to inner planes for heat spreading. Typical thermal via designs use 12-20 mil diameter vias on 30-40 mil pitch in arrays beneath power-dissipating components.
Some advanced applications incorporate embedded thermal management solutions including thermally conductive prepreg materials, thick copper planes (2-4 oz) for heat spreading, and even aluminum or copper core constructions for extreme thermal requirements.
Quality Control Throughout Manufacturing
At each stage of 28 layer PCB production, quality gates verify process conformance:
Inner layer fabrication: Each of the 28 layers undergoes AOI inspection before lamination. Catching defects here prevents scrapping expensive partially-completed boards later.
Registration verification: After each lamination cycle, X-ray inspection confirms layer-to-layer alignment within specification. Cumulative registration errors across multiple lamination cycles can cause via misalignment failures.
Electrical verification: Continuity and isolation testing occurs both at intermediate stages (testing buried via connectivity) and on finished boards (complete netlist verification).
Impedance verification: TDR testing on controlled impedance coupons manufactured alongside production boards verifies that actual impedance values fall within specified tolerances.
Critical Manufacturing Specifications
For successful 28 layer PCB manufacturing, these specifications are typical:
Parameter
Typical Capability
Advanced Capability
Minimum trace width
3.5 mil
2.5 mil
Minimum trace spacing
3.5 mil
2.5 mil
Layer-to-layer registration
±3 mil
±1.5 mil
Microvia diameter
4 mil
3 mil
Aspect ratio (via depth:diameter)
10:1
12:1
Finished board thickness
2.4-4.0mm
2.0-5.0mm
Copper weight (inner)
0.5-2.0 oz
0.33-3.0 oz
Impedance tolerance
±10%
±7%
Via Technologies in 28 Layer PCB Design
Via management becomes critical with 28 layers. You have multiple options, each with specific applications and limitations.
Via Types and Their Applications
Through-hole vias span the entire board thickness. While simple to manufacture, they consume routing real estate on every layer they pass through. Use sparingly in high-density designs.
Blind vias connect outer layers to inner layers without penetrating the full board. In a 28 layer board, you might have blind vias from L1-L4 or L28-L25, providing escape routing from BGA components without blocking inner layer routing channels.
Buried vias exist entirely within the board, connecting only inner layers. These are formed during sub-lamination cycles before the full stack-up is complete. They’re invisible from the board surface and don’t impact outer layer routing.
Stacked microvias allow connections spanning multiple layer pairs through multiple stacked blind vias. A stack might go L1-L2-L3-L4, with each via formed in a separate lamination cycle. This is the highest-density option but requires precise alignment across multiple process steps.
Via Fill and Reliability Considerations
For 28 layer boards going into critical applications (aerospace, medical, automotive), via fill becomes important. Hollow vias can trap flux residue or collect moisture, leading to field failures. Via-in-pad designs for BGA escape require filled and planarized vias to provide flat surfaces for solder paste printing.
Copper-filled vias offer the best electrical and thermal performance, while conductive or non-conductive epoxy fills provide a cost-effective alternative for less demanding applications.
Signal Integrity Considerations
At 28Gbps+ data rates, signal integrity isn’t optional—it’s the primary design driver.
Impedance Control
A 28 layer board typically requires multiple controlled impedance profiles. Common configurations include 50Ω single-ended for general high-speed signals, 85Ω or 100Ω differential for SerDes lanes, and 90Ω for USB and similar interfaces.
Achieving ±7% impedance tolerance at these layer counts requires tight control of dielectric thickness, copper thickness, and trace geometry. Your manufacturer needs to understand your impedance requirements before building the stack-up—not after.
Return Path Management
Every signal current needs a return path. In 28 layer designs with multiple reference planes, return currents will take the path of least impedance. When a signal transitions from one reference plane to another (layer change), you need stitching vias or decoupling capacitors at the transition point to provide a low-impedance return path.
Ignoring return paths creates the kind of EMI problems that show up in compliance testing and are incredibly difficult to debug in a complex 28 layer design.
Loss Budget Analysis
Insertion loss compounds across long trace runs. At 25Gbps, you might budget 0.5-0.8dB/inch of loss depending on material choice. For a trace running 12 inches across a backplane, that’s 6-10dB of loss before accounting for via stubs, connectors, or IC package parasitics.
Back-drilling through-hole vias to remove stubs can recover 2-4dB of loss—a technique used extensively in high-speed 28 layer designs.
Design Tips from the Trenches
After designing dozens of 28 layer boards, here are practical lessons that don’t always make it into textbooks:
Common Mistakes to Avoid
Don’t skimp on ground planes: Every ground plane you eliminate to “save money” costs you signal integrity. Ground stitching vias should appear every 200-300 mils along board edges and around high-speed signal areas. The $50 you save on one less layer pair might cost $10,000 in EMI compliance rework.
Don’t ignore power plane splits: Split power planes create return path discontinuities. If signals must cross splits, add stitching capacitors at crossing points. Better yet, plan your power distribution to avoid having high-speed signals cross split boundaries entirely.
Don’t forget manufacturability reviews: Send your stack-up to your manufacturer for review before completing routing. What looks good in your design tool might not align with their standard offerings, adding cost and lead time for custom materials.
Don’t over-constrain: Specifying ±5% impedance tolerance when ±10% works costs extra money. Requiring 2 mil traces when 3.5 mil suffices reduces yield. Design to the tolerance you actually need, not the tightest number available.
Power Integrity Considerations
28 layer boards often power complex SoCs requiring multiple voltage rails with tight tolerance requirements. A typical server processor might need 0.8V, 1.0V, 1.2V, 1.8V, 2.5V, and 3.3V rails—each with droop requirements under 3%.
Decoupling strategy for these designs follows a hierarchical approach: bulk capacitors (100-470µF) near voltage regulators, mid-range capacitors (10-22µF) distributed across power planes, and high-frequency bypass capacitors (100nF-1µF) immediately adjacent to IC power pins.
Power plane resonance becomes a concern in high-layer-count boards. The cavity formed between parallel power and ground planes can resonate at frequencies determined by plane dimensions, causing voltage noise spikes at resonant frequencies. Distributed decoupling capacitors help dampen these resonances.
Applications of 28 Layer PCBs
28 layer PCBs enable applications that simply wouldn’t work with lower layer counts.
5G Infrastructure
5G base station active antenna units (AAU) demand high-frequency signal routing (up to 40GHz for mmWave), massive MIMO processing, and tight thermal management. A typical AAU motherboard uses 24-28 layers with hybrid material construction—Rogers for RF paths, high-performance FR-4 for digital processing.
Data Center and AI Servers
AI accelerator cards and high-performance server motherboards need 28+ layers to handle DDR5 memory interfaces (6400MT/s), PCIe 5.0 lanes (32GT/s), and high-speed SerDes connections to networking ASICs. The layer count provides necessary signal isolation and power distribution for 500W+ processor loads.
Aerospace and Defense
Radar systems, satellite communications, and avionics computers use 28 layer boards for density, reliability, and EMI containment. These applications often specify polyimide materials for their ability to withstand temperature extremes (-55°C to +125°C) and military-grade screening processes.
Medical Imaging Equipment
MRI machines, CT scanners, and high-resolution ultrasound systems rely on 28 layer PCBs for signal acquisition and processing. The layer count provides proper isolation between sensitive analog acquisition circuits and noisy digital processing sections.
Design Tools and Resources
Successfully designing a 28 layer board requires proper tooling and reference materials.
Recommended Design Software
Professional 28 layer designs typically use Cadence Allegro, Mentor PADS/Xpedition, or Altium Designer with appropriate signal integrity analysis packages. Free tools like KiCad can handle the layer count but may lack the SI/PI analysis capabilities needed for truly high-speed designs.
Useful Resources and Downloads
Here are some valuable resources for 28 layer PCB designers:
IPC Standards: IPC-2221 (Generic PCB Design), IPC-6012 (Qualification and Performance Specification), IPC-4101 (Laminate Specifications). Available from IPC website.
Material Datasheets: Isola Group (isola-group.com), Rogers Corporation (rogerscorp.com), Panasonic Electronic Materials (industrial.panasonic.com).
Stack-Up Calculators: Sierra Circuits offers a free online stack-up planner. Altium Designer includes built-in impedance calculation tools.
Design Guidelines: Intel’s High Speed Design Guide, TI’s High-Speed Layout Guidelines, and Samtec’s SI guides provide manufacturer-agnostic design advice.
Quality Assurance and Testing
A 28 layer board requires comprehensive testing to verify manufacturing quality.
Standard Testing Methods
Automated Optical Inspection (AOI): Checks each layer before lamination for opens, shorts, and trace width violations.
X-ray Inspection: Critical for verifying buried via formation and layer-to-layer registration on completed boards.
Electrical Testing: Flying probe or bed-of-nails testing verifies every net connection. For 28 layer boards, this can involve thousands of test points.
Time Domain Reflectometry (TDR): Measures impedance along controlled impedance traces to verify ±7% or ±10% tolerance requirements.
Cross-section Analysis: Destructive testing that verifies via quality, plating thickness, and lamination integrity. Typically performed on sample boards or coupons from each production lot.
Industry Certifications
For critical applications, verify your manufacturer holds appropriate certifications including IPC-6012 Class 3 (high reliability), AS9100 (aerospace), ISO 13485 (medical devices), and IATF 16949 (automotive). These certifications indicate process controls capable of producing reliable 28 layer boards.
28 Layer PCB FAQs
How much does a 28 layer PCB cost compared to lower layer counts?
Expect to pay roughly 4-6 times more for a 28 layer board compared to an 8 layer board of the same size and quantity. The cost increase comes from multiple lamination cycles, tighter process tolerances, and higher scrap rates. A typical 28 layer prototype (5-10 boards, standard materials) runs $800-1,500 per board, dropping to $50-150 per board at production volumes of 1,000+.
What’s the typical lead time for 28 layer PCB fabrication?
Standard lead time is 15-25 working days for prototypes, depending on material availability and design complexity. Quick-turn options at premium pricing can reduce this to 10-12 days, but expediting 28 layer boards costs significantly more than simpler designs due to the sequential manufacturing process.
Can I use any PCB manufacturer for 28 layer boards?
No—28 layer capability requires specific equipment, process controls, and engineering expertise. Many manufacturers advertise multilayer capability but max out at 16-20 layers. Verify actual 28+ layer experience, request sample boards or cross-sections, and check references for similar complexity projects before committing to a supplier.
What’s the maximum layer count possible for PCBs?
Current technology supports 60-70+ layers for specialized applications like supercomputer backplanes and advanced test equipment. However, beyond 40 layers, you’re in truly custom territory with limited manufacturing options, extended lead times, and extreme costs. Most applications can achieve required functionality with 28-32 layers through careful design optimization.
How do I know if my design really needs 28 layers?
Start by analyzing routing density and signal integrity requirements. If you’re designing with high pin-count BGAs (1000+ pins), multiple high-speed SerDes interfaces (25Gbps+), and struggling to meet impedance targets with fewer layers, 28 layers may be justified. However, if HDI techniques like microvias and build-up layers can achieve similar density in fewer layers, that’s often the more economical path.
Conclusion
A 28 layer PCB represents a significant engineering undertaking—from stack-up planning through material selection to manufacturing partner choice. The technology enables performance levels unattainable with simpler board constructions, making it essential for next-generation computing, telecommunications, and aerospace applications.
The key to success lies in early planning. Define your signal integrity requirements, work with your manufacturer to establish a manufacturable stack-up, and use simulation tools to verify your design before committing to fabrication. A well-designed 28 layer board functions flawlessly; a poorly planned one creates months of debugging headaches.
Whether you’re designing your first 28 layer board or your hundredth, the fundamentals remain constant—proper reference planes, controlled impedance, appropriate materials, and qualified manufacturing partners make the difference between a project that succeeds and one that requires multiple respins.
Inquire: Call 0086-755-23203480, or reach out via the form below/your sales contact to discuss our design, manufacturing, and assembly capabilities.
Quote: Email your PCB files to Sales@pcbsync.com (Preferred for large files) or submit online. We will contact you promptly. Please ensure your email is correct.
Notes: For PCB fabrication, we require PCB design file in Gerber RS-274X format (most preferred), *.PCB/DDB (Protel, inform your program version) format or *.BRD (Eagle) format. For PCB assembly, we require PCB design file in above mentioned format, drilling file and BOM. Click to download BOM template To avoid file missing, please include all files into one folder and compress it into .zip or .rar format.



{kind=link}