Inquire: Call 0086-755-23203480, or reach out via the form below/your sales contact to discuss our design, manufacturing, and assembly capabilities.
Quote: Email your PCB files to Sales@pcbsync.com (Preferred for large files) or submit online. We will contact you promptly. Please ensure your email is correct.
Notes: For PCB fabrication, we require PCB design file in Gerber RS-274X format (most preferred), *.PCB/DDB (Protel, inform your program version) format or *.BRD (Eagle) format. For PCB assembly, we require PCB design file in above mentioned format, drilling file and BOM. Click to download BOM template To avoid file missing, please include all files into one folder and compress it into .zip or .rar format.
If you’re working on high-density electronics requiring serious signal integrity, a 20 layer PCB is likely on your radar. After spending 15+ years designing complex circuit boards for aerospace and telecom clients, I can tell you that moving from 8 or 12 layers to 20 brings both tremendous capabilities and unique challenges. This guide covers everything you need to know about 20 layer PCB design, stackup configuration, manufacturing processes, and real-world applications.
A 20 layer PCB is a high-density multilayer printed circuit board containing twenty conductive copper layers separated by insulating dielectric materials. These boards use alternating layers of copper foil, prepreg (pre-impregnated fiberglass), and FR-4 cores bonded together through sequential lamination.
Each copper layer serves a specific function in the design. Signal layers carry high-speed data traces, while dedicated ground and power planes provide stable reference voltages and return paths for electrical signals. The careful arrangement of these layers directly impacts signal integrity, electromagnetic compatibility, and overall board performance.
Most 20 layer boards measure between 2.4mm and 6.6mm in total thickness, depending on the dielectric materials and copper weights used. Standard builds with 1oz copper and typical FR-4 dielectrics usually come in around 4.3mm to 5.3mm thick.
20-Layer PCB Stackup Selector
20-Layer PCB Stackup Selector 20LULTRA
Configure layer thicknesses for ultra-high-density 20-layer server, HPC, AI accelerator, datacenter switch, and advanced networking PCB designs
Quick Presets
Layer Assignment (10 Signal + 5 GND + 5 PWR)
L1 SIG
L2 GND
L3 SIG
L4 PWR
L5 SIG
L6 GND
L7 SIG
L8 PWR
L9 SIG
L10 GND
L11 PWR
L12 SIG
L13 GND
L14 SIG
L15 PWR
L16 SIG
L17 GND
L18 SIG
L19 PWR
L20 SIG
Copper Layers (20)
Prepreg Layers (10)
Core Layers (9)
Total Board Thickness
3.500mm
3500 µm
vs 3.5mm
+0 µm
Copper (20L)
700 µm
Prepreg (10L)
1310 µm
Core (9L)
1600 µm
10
Signal
5
GND
5
PWR
8
Stripline
2
Microstrip
Stackup Visualization
SOLDER MASK (TOP)
L1 – Top SignalSIG35µm
PP1114µm
L2 – GNDGND35µm
Core 1100µm
L3 – SignalSIG35µm
PP2114µm
L4 – PWRPWR35µm
Core 2200µm
L5 – SignalSIG35µm
PP3114µm
L6 – GNDGND35µm
Core 3200µm
L7 – SignalSIG35µm
PP4114µm
L8 – PWRPWR35µm
Core 4200µm
L9 – SignalSIG35µm
PP5 (Center)185µm
L10 – GND (Center)GND35µm
Core 5 (Center)200µm
L11 – PWR (Center)PWR35µm
PP6185µm
L12 – SignalSIG35µm
Core 6200µm
L13 – GNDGND35µm
PP7114µm
L14 – SignalSIG35µm
Core 7200µm
L15 – PWRPWR35µm
PP8114µm
L16 – SignalSIG35µm
Core 8200µm
L17 – GNDGND35µm
PP9114µm
L18 – SignalSIG35µm
Core 9100µm
L19 – PWRPWR35µm
PP10114µm
L20 – Bottom SignalSIG35µm
SOLDER MASK (BOTTOM)
Outer SIG
Inner SIG
GND
PWR
Prepreg
Core
💡 20L Targets
3.2mm: High-density HDI 3.5mm: Standard 20L 4.0-4.5mm: Server/HPC 5.0mm+: Backplane
📐 Impedance
Microstrip: L1→L2, L20→L19 Stripline: All inner SIG Center: L10↔L11 tightly coupled
⚡ Power Integrity
5 GND: Distributed ref planes 5 PWR: Multi-rail support L10-L11: Ultra-low Z decoupling
🔌 Applications
HPC: GPU/TPU accelerators Network: 400G+ switches Server: Multi-socket CPU
🔧 20-Layer Design Strategy
10 Signal Layers: L1, L3, L5, L7, L9, L12, L14, L16, L18, L20 — Ultra-high routing density for complex BGA fanout (0.3mm pitch), HBM3 memory, 224G PAM4 / 112G NRZ SerDes, and PCIe Gen6. 5 GND Planes: L2, L6, L10, L13, L17 — Ground reference within 4 layers of every signal; L10 center GND provides symmetry axis and shielding. 5 PWR Planes: L4, L8, L11, L15, L19 — Support 6+ voltage rails with splits (VCore, VIO, VDDA, VDDQ, VPP, VCCSA); L10-L11 form ultra-low-inductance decoupling pair. Via Strategy: Requires sequential lamination with blind/buried vias and microvias (stacked or staggered); via aspect ratio typically 12:1 max. Material: Consider low-loss materials (Megtron 6/7, Tachyon, I-Tera MT40) for high-speed lanes >25Gbps. Symmetry: Structure symmetric about Core 5 center for optimal CTE matching, warpage control (<0.5%), and reliable BGA/LGA reflow.
Why Choose a 20 Layer PCB?
The primary reasons engineers specify 20 layer boards include:
High-density interconnect requirements — When your BGA pitch drops below 0.65mm and you’re routing thousands of nets, you simply run out of space on lower layer counts. Twenty layers give you the routing channels needed for complex FPGA and processor designs.
Signal integrity concerns — High-speed signals above 5Gbps need carefully controlled impedance, multiple ground reference planes, and proper shielding. With 20 layers, you can dedicate specific layers to sensitive signals while surrounding them with ground planes.
EMI/EMC compliance — More ground planes mean better shielding and reduced electromagnetic emissions. This matters significantly for medical devices, military equipment, and anything requiring FCC certification.
Power distribution — Modern processors with dozens of voltage rails need multiple power planes to maintain clean, stable voltages under varying load conditions.
20 Layer PCB Stackup Design
Getting your stackup right determines whether your 20 layer PCB succeeds or fails. I’ve seen too many designs fall apart because someone threw layers together without considering impedance, coupling, or manufacturability.
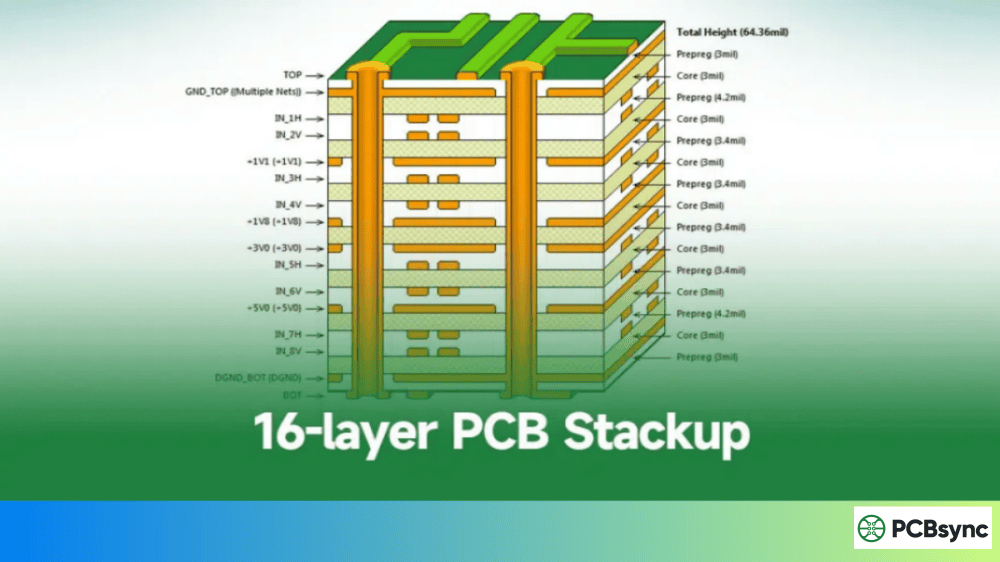
Understanding Stackup Fundamentals
A well-designed stackup alternates signal layers with ground and power planes in a balanced, symmetrical configuration. This symmetry prevents warping during thermal cycling and ensures consistent electrical performance across the board.
Here’s what a typical 20 layer stackup looks like:
Layer
Type
Function
Typical Thickness
L1
Signal
Component side routing
35µm copper
L2
Ground
Reference plane for L1
35µm copper
L3
Signal
Inner routing
18-35µm copper
L4
Ground
Reference plane
35µm copper
L5
Signal
Inner routing
18-35µm copper
L6
Power
VCC distribution
35µm copper
L7
Signal
Inner routing
18-35µm copper
L8
Ground
Shielding plane
35µm copper
L9
Signal
High-speed routing
18-35µm copper
L10
Ground
Central reference
35µm copper
L11
Ground
Central reference
35µm copper
L12
Signal
High-speed routing
18-35µm copper
L13
Ground
Shielding plane
35µm copper
L14
Signal
Inner routing
18-35µm copper
L15
Power
Secondary power
35µm copper
L16
Signal
Inner routing
18-35µm copper
L17
Ground
Reference plane
35µm copper
L18
Signal
Inner routing
18-35µm copper
L19
Ground
Reference plane for L20
35µm copper
L20
Signal
Bottom side routing
35µm copper
Key Stackup Design Rules
When designing your 20 layer PCB stackup, follow these principles:
Route high-speed signals on layers adjacent to ground planes. This provides a low-impedance return path and reduces crosstalk. Never place high-speed traces next to power planes unless absolutely necessary.
Keep signal layers paired with reference planes. Every signal layer should have an adjacent ground or power plane within 5-10 mils for proper impedance control.
Balance copper distribution. Uneven copper on inner layers causes warping during lamination. Copper pours and ground fills help balance each layer.
Consider via types early. Your stackup determines which vias are possible. Through-hole vias connect all layers, blind vias connect outer layers to inner layers, and buried vias connect only inner layers.
The dielectric materials you choose affect everything from signal speed to thermal performance:
Material
Dk (Dielectric Constant)
Df (Loss Factor)
Best For
Standard FR-4
4.2 – 4.5
0.020 – 0.025
General purpose, cost-sensitive
High-Tg FR-4
4.2 – 4.5
0.020
High-temperature applications
Panasonic Megtron 6
3.4
0.002
High-speed digital (10Gbps+)
Rogers RO4350B
3.48
0.0037
RF/microwave circuits
Isola FR408HR
3.65
0.0095
Mid-range high-speed
Polyimide
3.2 – 3.5
0.002
Flexible sections, high temp
For most 20 layer designs running signals under 5Gbps, standard FR-4 works fine. Once you push into 10Gbps territory, materials like Megtron 6 or similar low-loss laminates become necessary to maintain signal integrity.
Impedance Control in 20 Layer Stackups
Controlled impedance is critical for 20 layer PCBs carrying high-speed signals. The impedance of a transmission line depends on trace width, dielectric thickness, dielectric constant, and copper thickness.
Common Impedance Targets
Signal Type
Typical Impedance
Tolerance
Single-ended digital
50Ω
±10%
Differential pairs (USB, PCIe)
90Ω differential
±10%
Differential pairs (Ethernet)
100Ω differential
±10%
DDR4/DDR5 data lines
40Ω
±10%
RF transmission lines
50Ω
±5%
Achieving tight impedance control requires collaboration with your manufacturer. They’ll calculate trace widths based on actual material properties and provide a controlled impedance report with delivered boards.
Impedance Calculation Considerations
The dielectric constant (Dk) of laminate materials varies with frequency. A material specified at Dk=4.2 at 1MHz might measure Dk=3.8 at 10GHz. For high-frequency designs, use frequency-dependent material data in your calculations.
Trace thickness affects impedance more than many designers realize. A 1oz copper trace plated to 1.5oz during processing changes impedance by several percent. Account for finished copper thickness, not starting weight.
20 Layer PCB Manufacturing Process
Manufacturing a 20 layer PCB requires precision equipment and strict process controls that not every fab shop possesses. The complexity increases significantly compared to standard Multilayer PCB production.
Step-by-Step Manufacturing Flow
Inner Layer Imaging and Etching
The process starts with core materials — thin sheets of FR-4 with copper on both sides. Photosensitive dry film resist is laminated onto the copper, then exposed through artwork film or direct laser imaging (LDI). After development, chemical etching removes unwanted copper, leaving the circuit pattern.
For 20 layer boards, this imaging step happens multiple times since you’re processing numerous inner layer pairs before lamination.
Oxide Treatment
Inner layer surfaces undergo brown or black oxide treatment to roughen the copper and improve adhesion during lamination. This step prevents delamination under thermal stress.
Lamination
Here’s where things get tricky. Twenty layers don’t laminate all at once. Sequential lamination builds up the stackup in stages:
First lamination combines several core layers with prepreg into a sub-stack
This sub-stack is drilled and plated if buried vias are required
Additional cores and prepreg are added in subsequent lamination cycles
The process repeats until all 20 layers are bonded
Each lamination cycle involves precise temperature profiles (typically ramping to 180-200°C), controlled pressure (250-400 PSI), and vacuum to remove air bubbles.
Drilling
Mechanical drilling creates plated through-holes ranging from 8 mils to 250+ mils diameter. For microvias under 6 mils, laser drilling is required.
With 20 layers totaling 4-5mm thickness, maintaining drill accuracy becomes challenging. High aspect ratio holes (depth divided by diameter greater than 10:1) require specialized drill bits and slower feed rates to prevent wandering.
Copper Plating
Electroless copper deposits a thin conductive layer on hole walls, followed by electrolytic copper plating to build up the final thickness. Achieving uniform plating in deep, narrow holes requires careful chemistry control and agitation.
Outer Layer Processing
The outer layers follow similar imaging, etching, and plating steps as inner layers but with additional attention to surface finish quality.
Solder Mask and Silkscreen
Liquid photoimageable solder mask (LPI) is applied, exposed, and developed to protect copper traces while leaving pads exposed. Silkscreen printing adds component designators and other markings.
Surface Finish
Final surface finish protects exposed copper and ensures reliable soldering:
Finish
Shelf Life
Cost
Best For
HASL (Hot Air Solder Leveling)
12+ months
Low
Standard applications
ENIG (Electroless Nickel Immersion Gold)
12+ months
Medium-High
Fine pitch, wire bonding
OSP (Organic Solderability Preservative)
6 months
Low
Lead-free assembly
Immersion Silver
6-12 months
Medium
High-frequency circuits
Hard Gold
Years
High
Edge connectors, contacts
Electrical Testing
Every 20 layer board undergoes flying probe or fixture-based testing to verify continuity and isolation. This catches opens, shorts, and other defects before shipping.
Quality Control and Testing Methods
Quality assurance for 20 layer PCBs goes beyond basic electrical testing. Reputable manufacturers employ multiple inspection and testing methods:
Automated Optical Inspection (AOI)
Inner layers are inspected after etching to catch trace defects, opens, and shorts before lamination. Finding defects at this stage prevents scrapping entire multilayer stacks.
X-Ray Inspection
X-ray systems verify via registration, check for voids in plated holes, and inspect BGA landing patterns. For blind and buried vias, X-ray is the only way to verify plating quality.
Cross-Section Analysis
Destructive testing on sample boards validates plating thickness (typically targeting 18-25µm copper in vias), hole wall quality, and layer registration. This sampling approach catches systematic issues.
Impedance Testing
Controlled impedance boards include test coupons with transmission lines matching the design. TDR (time domain reflectometry) measurements verify impedance falls within specified tolerances (typically ±10%).
Thermal Stress Testing
Solder float testing subjects samples to molten solder temperatures to verify the board survives assembly processes without delamination. Thermal cycling tests validate long-term reliability.
CAF Testing
Conductive anodic filament testing checks for electrochemical migration between conductors under high humidity and voltage. This matters particularly for fine-pitch designs with minimal spacing.
Manufacturing Challenges Specific to 20 Layer PCBs
Several challenges make 20 layer boards more difficult than lower layer counts:
Layer Registration
Maintaining tight layer-to-layer alignment (typically ±50µm or better) through multiple lamination cycles challenges even experienced fabricators. X-ray alignment systems and pin-less lamination techniques help but don’t eliminate the problem entirely.
Resin Flow Control
Prepreg resin must flow enough to fill gaps around copper features but not so much that it causes voids or thickness variations. With 20 layers and multiple lamination cycles, controlling this becomes complicated.
Drilling Aspect Ratios
A 10-mil hole through a 4mm board has an aspect ratio of about 15:1, pushing the limits of mechanical drilling. Specialized equipment and slower production rates increase costs.
Warpage
Unbalanced copper distribution or improper lamination profiles cause bow and twist. For BGAs with fine pitch, even small amounts of warpage create assembly problems.
Applications of 20 Layer PCBs
Twenty layer boards find homes in applications where complexity, performance, and reliability justify their premium cost.
Telecommunications and Networking
High-speed routers, switches, and servers commonly use 20 layer PCBs. These boards handle SerDes lanes running 25-56Gbps per channel while managing power delivery to large FPGAs and ASICs.
Modern 5G infrastructure equipment relies heavily on 20+ layer boards to achieve the density and signal integrity required for millimeter-wave frequencies.
Aerospace and Defense
Military radar systems, avionics, and satellite communications equipment demand the reliability and performance that 20 layer boards provide. These applications often combine high-speed digital, RF, and power sections on a single board.
The ability to include numerous ground planes for shielding sensitive circuits makes 20 layer stackups attractive for defense applications subject to EMI hardening requirements.
Medical Devices
Advanced medical imaging equipment including MRI scanners, CT machines, and ultrasound systems use 20 layer PCBs. The combination of high-speed data acquisition, precision analog circuits, and digital processing requires the layer count to maintain signal quality.
Implantable devices and surgical robots also increasingly use high-layer-count boards to achieve the necessary functionality in miniaturized form factors.
Industrial Control Systems
Motor drives, PLCs, and automation equipment with high I/O counts benefit from 20 layer designs. Multiple power planes handle the varying voltage requirements while dedicated signal layers separate sensitive analog signals from noisy digital buses.
Computing and Data Centers
Server motherboards, storage controllers, and GPU accelerator cards commonly reach 16-24 layers. DDR5 memory interfaces, PCIe Gen5 lanes, and high-speed interconnects between processors all demand careful stackup design.
Emerging Applications
The demand for 20 layer PCBs continues growing in several emerging sectors:
Artificial Intelligence Accelerators
AI training and inference hardware requires massive bandwidth between processing units. Modern AI accelerators use 20+ layer boards with dense via fields and carefully controlled impedance to achieve data rates exceeding 100Gbps aggregate bandwidth.
Electric Vehicle Electronics
Battery management systems, inverter controllers, and ADAS (Advanced Driver Assistance Systems) modules increasingly use high-layer-count boards. The combination of power electronics, high-speed communication interfaces, and safety-critical functions demands the routing density and isolation that 20 layers provide.
Quantum Computing Support Systems
While quantum processors themselves use specialized superconducting circuits, the classical control electronics that interface with quantum systems rely on high-performance multilayer PCBs. These boards require exceptional signal integrity and noise isolation.
High-Frequency Trading Systems
Financial technology applications where nanoseconds matter use 20 layer boards with optimized signal paths. Minimizing propagation delay and maintaining signal integrity directly impacts trading performance.
Comparison: 20 Layer PCB vs. Lower Layer Counts
Understanding when to use 20 layers versus simpler designs helps optimize both cost and performance.
Specification
8 Layer
12 Layer
16 Layer
20 Layer
Typical Thickness
1.6mm
2.0mm
2.8mm
4.0-5.0mm
Max Signal Speed
3-5 Gbps
5-10 Gbps
10-15 Gbps
15-25+ Gbps
Routing Density
Low-Medium
Medium
Medium-High
High
Ground Planes
2-3
3-4
4-5
5-7
Cost Multiplier
1x
1.8x
2.5x
4x+
Lead Time
2-3 weeks
3-4 weeks
4-5 weeks
5-8 weeks
Min Trace Width
4 mil
3.5 mil
3 mil
3 mil
The jump from 16 to 20 layers costs significantly more because it typically requires an additional sequential lamination cycle. Only specify 20 layers when lower counts genuinely cannot meet your requirements.
How to Choose a 20 Layer PCB Manufacturer
Not every PCB shop can reliably produce 20 layer boards. Selecting the right partner requires evaluating several factors.
Essential Manufacturer Capabilities
Layer Count Experience
Ask for documented experience with 20+ layer builds. Review their capability statements and request references from customers with similar requirements.
Equipment and Process Control
Direct laser imaging (DLI), high-accuracy lamination presses, and advanced drilling equipment indicate a manufacturer equipped for complex boards. Ask about their layer registration tolerances and typical Cpk values.
Testing and Inspection
Automated optical inspection (AOI) on inner layers, X-ray inspection for vias, and comprehensive electrical testing should be standard. Ask about their escaped defect rates.
Certifications
Look for relevant certifications based on your application:
Certification
Relevance
ISO 9001
General quality management
AS9100
Aerospace applications
IATF 16949
Automotive applications
ISO 13485
Medical devices
NADCAP
Aerospace special processes
IPC-6012 Class 3
Military/high-reliability
UL
Safety certification
Questions to Ask Potential Suppliers
Before committing to a supplier for your 20 layer PCB manufacturing project, get answers to these questions:
What is your first-pass yield on 20 layer boards?
How many sequential lamination cycles does your standard 20 layer process use?
What layer-to-layer registration tolerance do you guarantee?
What aspect ratio can you reliably plate?
Can you provide a controlled impedance report with delivered boards?
What DFM checks do you perform before manufacturing?
Design Tips for 20 Layer PCB Success
Drawing from projects that went well (and some that didn’t), here are practical recommendations:
Start stackup planning early. Your stackup determines via structures, impedance targets, and manufacturing complexity. Define it before placement, not after routing.
Use your EDA tool’s stackup manager. Altium Designer, Cadence Allegro, and other tools include stackup editors that integrate impedance calculations. Configure these before routing.
Route critical signals first. High-speed differential pairs, clock signals, and sensitive analog traces should be routed early when routing resources are plentiful.
Mind your return paths. Every signal needs a low-impedance return path on an adjacent reference plane. Avoid routing over splits in reference planes.
Keep power and ground plane splits away from high-speed signals. If you must split planes, route sensitive signals elsewhere on the board.
Verify manufacturability continuously. Run DRC and DFM checks throughout layout, not just at the end. Fixing issues late costs time and money.
Common Mistakes to Avoid in 20 Layer PCB Design
Over the years, I’ve reviewed hundreds of 20 layer designs and seen the same mistakes repeatedly. Here’s what to watch out for:
Inadequate Ground Plane Coverage
Some designers skimp on ground planes to gain routing channels. This backfires with signal integrity problems and EMI failures. Your 20 layer stackup should include at least 5-7 dedicated ground planes, not 2-3.
Ignoring Return Path Discontinuities
When signals change reference planes (crossing from one ground plane to another), the return current must find a path between those planes. Without proper stitching vias near the signal transition, you create antenna structures that radiate emissions.
Over-relying on Autorouters
Autorouters can handle simple designs but struggle with the nuances of 20 layer boards. High-speed differential pairs, length matching, and impedance-critical traces require manual routing or carefully tuned constraints.
Poor Via Planning
Throwing vias wherever convenient creates congestion and reliability issues. Plan your via strategy during stackup definition. Determine where blind, buried, and through-hole vias make sense based on layer connectivity needs.
Neglecting Thermal Considerations
Dense 20 layer boards generate significant heat. Power planes should connect to thermal relief pads, and thermal vias under hot components need proper planning during layout.
Insufficient Design Rule Margins
Designing exactly to manufacturer minimum specifications leaves no margin for process variation. If your fab quotes 3/3mil capability, design to 4/4mil or larger for better yields and lower costs.
Cost Considerations for 20 Layer PCBs
Expect to pay a significant premium for 20 layer boards compared to simpler designs. Typical cost drivers include:
Layer count — Obviously, more layers mean more material and processing steps.
Board size — Larger boards use more material and reduce panel utilization.
Via structures — Blind and buried vias add sequential lamination cycles.
Materials — High-frequency laminates like Rogers cost 5-10x more than FR-4.
Tolerances — Tighter trace/space requirements and controlled impedance add cost.
Quantity — Setup costs get amortized over larger orders.
For prototypes, expect to pay $200-$500 per board for small quantities of 20 layer PCBs. Production volumes bring per-unit costs down substantially, but 20 layer boards always cost more than lower layer counts.
Useful Resources
These resources help with 20 layer PCB design and manufacturing:
Design Tools and Calculators
Sierra Circuits Stackup Designer — Free online tool for building and validating stackups with impedance calculations
Altium Designer — Professional PCB design software with integrated stackup management
KiCad — Open-source alternative with improving multilayer capabilities
Saturn PCB Toolkit — Free Windows utility for impedance and via calculations
Industry Standards
IPC-2221 — Generic standard for PCB design
IPC-2226 — Sectional design standard for HDI boards
IPC-6012 — Qualification and performance specification for rigid boards
IPC-4101 — Specification for base materials
IPC-A-600 — Acceptability of printed boards
Technical References
Henry Ott’s EMC Engineering — Essential resource for high-speed design
High-Speed Digital Design by Howard Johnson — Classic text on signal integrity
Signal and Power Integrity – Simplified by Eric Bogatin — Accessible introduction to SI concepts
Frequently Asked Questions
How thick is a 20 layer PCB?
Standard 20 layer PCBs range from 2.4mm to 6.6mm thick depending on the materials and copper weights specified. A typical build using standard FR-4 dielectrics and 1oz copper comes in around 4.3-5.3mm. Thinner builds are possible using thin cores and prepregs, while thicker boards result from heavier copper or additional dielectric thickness for impedance control.
What is the typical cost of a 20 layer PCB prototype?
Prototype costs vary widely based on size, materials, and specifications. For a standard 100mm x 100mm board with FR-4 and typical tolerances, expect $150-$400 per board for quantities of 5-10 units. Complex boards with blind/buried vias, high-frequency materials, or tight tolerances can exceed $500 per board. Production quantities reduce per-unit costs significantly.
What minimum trace width and spacing can 20 layer boards achieve?
Leading manufacturers achieve 3/3mil (75µm) line/space on outer layers and 4/4mil on inner layers using direct laser imaging. Some advanced facilities reach 2/2mil for HDI builds. However, finer geometries cost more and reduce yield. Design to 4/4mil or larger unless your density requirements demand finer features.
When should I choose a 20 layer PCB over a 16 layer board?
Move to 20 layers when you need additional routing channels that 16 layers cannot provide, require more ground planes for shielding or signal integrity, have complex power distribution requiring multiple dedicated planes, or need the mechanical rigidity of a thicker board. If 16 layers meets your requirements, stick with it — the cost savings are significant.
How long does it take to manufacture a 20 layer PCB?
Standard lead times for 20 layer boards run 5-8 weeks for production quantities. Quick-turn prototypes are available in 3-4 weeks from some manufacturers at premium pricing. The extended lead time compared to simpler boards reflects the additional sequential lamination cycles, more drilling operations, and longer process times at each manufacturing step.
Inquire: Call 0086-755-23203480, or reach out via the form below/your sales contact to discuss our design, manufacturing, and assembly capabilities.
Quote: Email your PCB files to Sales@pcbsync.com (Preferred for large files) or submit online. We will contact you promptly. Please ensure your email is correct.
Notes: For PCB fabrication, we require PCB design file in Gerber RS-274X format (most preferred), *.PCB/DDB (Protel, inform your program version) format or *.BRD (Eagle) format. For PCB assembly, we require PCB design file in above mentioned format, drilling file and BOM. Click to download BOM template To avoid file missing, please include all files into one folder and compress it into .zip or .rar format.



{kind=link}